

Глава 4. Переработка высококипящих фракций с получением индивидуальных полициклических углеводородов
фракциях. Выход флуорантеновой и пиреновой фракций уменьшился на 1,5 % (выход головной фракции увеличился на 2,5 %).
Содержание флуорантена в флуорантеновой фракции возросло до 51,7 %, а пирена - до 25,1 % (во II-й серии - соответственно 48,5 и 21,0 %). Полученная фракция является вполне кондиционным сырьем для дальнейшей переработки.
Содержание пирена в пиреновой фракции возросло до 45,8 %, а содержание флуорантена - до 35,6 % (соответственно 43,7 и 33,5 % во П-й серии), однако соотношение пирен : флуорантен сохранилось на одном уровне - 1,3, что делает пиреновую фракцию вполне пригодной для последующей переработки.
В связи с несколько меньшим выходом флуорантеновой и пиреновой фракций, несмотря на большое содержание в них целевых продуктов, степень извлечения последних несколько меньше по сравнению со П-й серией ректификации.
Длительность операции примерно соответствует времени П-й серии (соответственно 41 и 40 ч).
IV-я и V-я серии ректификации проводились в условиях дальнейшего увеличения рефлюксного отношения и, соответственно, уменьшения скорости отбора целевых фракций (время каждой операции 48 и 52 ч соответственно).
Полученные результаты показывают, что увеличение рефлюксного отношения при отборе головной фракции с 8:1 до 10:1 приводит к дальнейшему увеличению выхода фракции (соответственно 35,7 и 37,5 %), а при отборе флуорантеновой и пиреновой фракций - к снижению их выхода и увеличению содержания в них целевых компонентов.
При рефлюксе 15:1 можно получить флуорантеновую фракцию с содержанием основного вещества - 56 %, однако выход такой фракции не будет превышать 13 % (в оптимальном режиме - 16,5 %). При этом степень извлечения флуорантена от его ресурсов в сырье составит 36,5 %. До 40 % флуорантена от ресурсов будет находиться в головной фракции.
При рефлюксе 14:1 можно получить пиреновую фракцию с содержанием пирена 51 %. Выход такой фракции составит всего ~ 10,5 % (при оптимальном режиме - 14,2-14,5 %). Степень извлечения пирена от его ресурсов в сырье составит ~ 45,5 %. Свыше 48 % ресурсов пирена переходит в головную и флуорантеновую фракции.
Таким образом, основные выводы, вытекающие из экспериментальных данных, полученных при ректификации ТПД на опытной установке, можно сформулировать следующим образом.
При отборе головной фракции - рефлюкс 6:1. При таком режиме ректификации происходят наименьшие потери флуорантена и пирена с головной
- 172-
-173-
Е. Т. КОВАЛЕВ. Научные основы и технология переработки высококипящих фракций каменноугольной смолы с получением полициклических углеводородов
Глава 4. Переработка высококипящих фракций с получением индивидуальных полициклических углеводородов
фракцией (степень извлечения от ресурсов в сырье - соответственно 30 и 11 %). Выход фракции 30,5 %.
Флуорантеновая фракция - отбирается при рефлюксе 11:1. В этом случае получают фракцию с оптимальным выходом (16,5%), достаточно высоким содержанием основного вещества (48,5%) и минимальным содержанием пирена (21,0 %). При этом достигается максимальная степень извлечения флуорантена от ресурсов (40,4 %) и минимальная пирена (29 %).
Пиреновая фракция - отбирается при рефлюксе 8:1. Содержание пирена во фракции ~ 44 %, флуорантена - 33,5 %. Пиреновая фракция такого компонентного состава вполне пригодна для получения высокопроцентного пирена. При таком режиме ректификации достигается максимальная степень извлечения пирена от ее ресурсов в сырье (53,6 %). Выход фракции - 14,5 %.
При отборе хризеновой фракции рефлюкс должен составлять 8-9:1. При таком режиме выход фракции достигает 8 % с содержанием хризена 29%.
Кубовый остаток, полученный на опытной установке, по своим пока-зателям полностью соответствует полученному в лабораторных условиях, представляя собой среднетемпературный пек.
При проведении пяти серий экспериментов (15 операций ректификации) было переработано 4875 кг (~ 3380 л) ТПД. При этом в оптимальном режиме (П-я серия экспериментов) было наработано 297 кг головной фракции, 160 кг флуорантеновой, 140 кг пиреновой и 78 кг хризеновой фракций. Полученные фракции были использованы при разработке методов их обогащения с получением высокопроцентных флуорантена, пирена и хризена.
Проведенные исследования по ректификации как в лабораторных условиях, так и на опытной установке свидетельствуют о том, что возможности процесса ректификации такой сложной физико-химической системы, как ТПД являются весьма ограниченными для существенного регулирова-ния компонентного состава флуорантеновой, пиреновой и хризеновой фракций в нужном для дальнейшей переработки направлении. Поэтому решить проблему получения высокопроцентных флуорантена, пирена и хризена можно только путем разработки высокоэффективных методом очистки обогащенных фракций, для получения которых необходимо максимально использовать все заложенные в процессе ректификации технологические возможности.
- 174-
4.3.3. Разработка технологии получения высокопроцентного флуорантена
Сведения о растворимости флуорантена ограничиваются данными, приведенными в [46] со ссылкой на [57]. По этим данным флуорантен нерастворим в воде, слабо растворим в холодном спирте, растворим в бензоле, сероуглероде, уксусной кислоте, очень хорошо растворим в эфире.
Н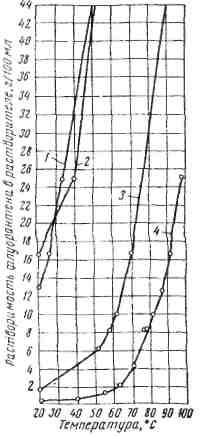 а
рис. 4.13 приведена растворимость чистого
флуорантена в различных растворителях
в зависимости от температуры. Видно,
что из опробованных в исследовании
[57] растворителей лучшие результаты
получены в случае использования смеси
ксилола (80 %) и этилового спирта (20 %),
хотя такая же растворимость (44 г/100 мл)
получена и при использовании смеси 70
% пиридина и 30 % воды, но для ее достижения
необходима более высокая температура
- 90 °С против 50 °С.
а
рис. 4.13 приведена растворимость чистого
флуорантена в различных растворителях
в зависимости от температуры. Видно,
что из опробованных в исследовании
[57] растворителей лучшие результаты
получены в случае использования смеси
ксилола (80 %) и этилового спирта (20 %),
хотя такая же растворимость (44 г/100 мл)
получена и при использовании смеси 70
% пиридина и 30 % воды, но для ее достижения
необходима более высокая температура
- 90 °С против 50 °С.
Рис. 4.13 Растворимость флуорантена в зависимости от температуры [46]: 1 - 80 % ксилола и 20 % спирта; 2-100 % ксилола; 3 - 70 % пиридина и 30 % воды; 4-70 % спирта и 30 % сольвента
Данные по обогащению флуорантеновых фракций при температуре кипения растворителей или их смесей получены в УХИНе [58]. Проведенные исследования позволили установить, что наибольший эффект при обогащении флуорантеновых фракций достигается при использовании 30 %-ного водного раствора пиридина или смеси растворителей, состоящей из
-175-
Е. Т. КОВАЛЕВ. Научные основы и технология переработки высококипящих фракции
каменноугольной смолы с получением полициклических углеводородов
—.
30 % сольвента и 70 % этилового спирта. В последнем случае флуоранте-новые фракции обогащаются двукратной перекристаллизацией, если соот-ношение флуорантен : пирен в них не менее 4:1. В этом случае получается 92-93 %-ный продукт с выходом на уровне 40 %. При соотношении флуо-рантен : пирен в сырье 5:1 выход целевого продукта достигает 60 % при незначительном ухудшении качества. При соотношении этих углеводородов 3,5:1 для получения флуорантена с содержанием основного вещества 92-93 % (химический метод анализа) необходимо проводить трехкратную перекристаллизацию. При меньшем соотношении флуорантеновые фракции не обогащаются.
Приведенные данные указывают на важность формирования состава исходного сырья для достижения наибольшего обогащения флуорантено-вых фракций, но они могут быть использованы для разработки схемы комплексной переработки ТПД.
При проведении исследований по получению высокопроцентном флуорантена из концентрированной фракции автор счел необходимым ом казаться от использования 30 %-ного водного раствора пиридина по причине его высокой токсичности.
Опробование схемы обогащения флуорантеновой фракции (соотно-шение флуорантен : пирен ~ 2 : 1) с использованием смеси сольвент : эти-ловый спирт показало, что после двукратной перекристаллизации получа-ется продукт, содержащий 40-42 % флуорантена (даже меньше, чем в ис-ходной фракции) и 42-44 % пирена (теперь их соотношение 1:1). После третьей и четвертой перекристаллизации получается продукт, содержащий соответственно 46-47 % флуорантена и 50 % пирена; 51 % флуорантена 48 % пирена.
Полученные экспериментальные данные убедительно доказывают, что при низком соотношении флуорантен : пирен в исходной фракции ее обо-гащение по флуорантену практически не происходит и значительно снижа-ется выход. Очевидно, соотношение флуорантен : пирен 2:1 и ниже при-ближает смесь к составу твердого раствора этой пары, что и препятствует обогащению. Поэтому применение для обогащения флуорантеновой фрак-ции смеси растворителей сольвент:этиловый спирт требует получении фракции с содержанием флуорантена на менее 60 % и пирена не более 15 % (соотношение 4 : 1).
Получение такой фракции требует использования высокоэффективной ректификационной колонны (не менее 50 т.т.), что значительно усложнит технологический процесс ректификации сырья.
Под руководством автора были проведены исследования по выбор») других растворителей для обогащения флуорантеновой фракции, получен-ной при ректификации ТПД, которые показали, что наибольший эффект при первой перекристаллизации сырой флуорантеновой фракции дает