

Глава 2. Фракционирование каменноугольной смолы. Теоретические и технологические аспекты
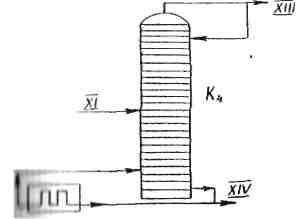
Рис. 2.8 Принципиальная схема переработки поглотительной фракции:
XIII - метилнафталиновая и XIV - диметилнафталиновая фрак-ции
При работе колонны К4 на высококипящей фракции XII (рис. 2.9) отбирают аценафтеновую, дифениленоксидную и флуореновую фракции. Часть аценафтеновой фракции используется в качестве рефлюкса, а часть флуорантеновой рециркулирует через трубчатую печь и используется для ввода допополнительного тепла в нижнюю часть колонны К4.

Рис. 2.9 Принципиальная схема переработки высококипящей фракции XII:
XV - аценафтеновая; XVI - дифе-ниленоксидная; XVII - флуореновая фракции
Полученные узкие фракции (метил- и диметилнафталиновая, аценаф-теновая, дифениленоксидная и флуореновая) направляются на дальней-шую переработку для выделения индивидуальных углеводородов.
Предложенная технологическая схема может быть дооборудована ку-бами-реакторами для переработки среднетемпературного пека (II) с получением электродного и высокотемпературного пеков.
Эффективность предложенной технологии углубленной переработки КУС видна из анализа экспериментальных данных, полученных на стендовой установке УХИНа (табл. 2.9 и 2.10), в пересчете на переработку 200тыс.т смолы в год.
-68-
-69-
Е. Т. КОВАЛЕВ. Научные основы и технология переработки высококипящих фраки каменноугольной смолы с получением полициклических углеводородов
Таблица
Глава 2. Фракционирование каменноугольной смолы. Теоретические и технологические аспекты
Таблица 2.10
Сводный баланс фракционирования смолы по предложенной технологии для цеха мощностью 200 тыс. т в год
|
Наименование фракций |
Выход, % от смолы |
Количество, т/год |
|
Надсмольная вода +вода от смолы |
2,56 |
5120 |
|
Легкое масло |
0,30 |
600 |
|
Фенольная фракция |
1,12 |
2240 |
|
Нафталиновая фракция |
10,27 |
20540 |
|
Поглотительная фракция |
3,56 |
7120 |
|
в т.ч. метилнафталиновая |
1,20 |
2400 |
|
диметилнафталиновая |
1.83 |
3660 |
|
Высококипящая фракция |
1,84 |
3680 |
|
в т.ч. аценафтеновая |
1,04 |
2060 |
|
дифениленоксидная |
0,47 |
940 |
|
флуореновая |
0,33 |
660 |
|
Углеводородный остаток |
0,25 |
500 |
|
1-я антраценовая фракция |
9,49 |
18980 |
|
11-я антраценовая фракция |
11,38 |
22760 |
|
Пиреновая фракция |
3,40 |
6800 |
|
Среднетемпературный пек |
54.93 |
109860 |
|
Потери |
0,90 |
1800 |
Данные табл. 2.9 и 2.10 не требуют детального обсуждения. Достаточно констатировать, что компонентный состав целевых фракций свидетельствует о преимуществе многоколонного варианта дистилляции КУС для углубленной переработки. Именно этот вариант обеспечивает максимальное сосредоточение ключевых компонентов в целевых фракциях, что создает основу для разработки технологии выделения из фракций индивидуальных соединений, в первую очередь, полициклических ароматических углеводородов.
Компонентный состав фракций
|
Компоненты |
Содержание компонентов во фракциях, % на безводную смолу |
|||||
|
Легкая |
Феноль ная |
Нафталиновая |
Промежуточная Villi |
Промежуточная V1112 |
Промежуточная IX |
|
|
Низкокипящие |
48,54 |
9,77 |
0,78 |
0,37 |
0,23 |
- |
|
Индан |
12,18 |
10,72 |
0,68 |
0,25 |
0,08 |
- |
|
Инден |
20,74 |
15,30 |
0,69 |
1,13 |
0,17 |
- |
|
Бензонитрил |
2,57 |
8,42 |
0,67 |
0,77 |
0,07 |
- |
|
Нафталин |
4,30 |
12,52 |
85,00 |
58,30 |
54,70 |
4,50 |
|
Тионафтен |
0,68 |
0,83 |
3,12 |
2,16 |
2,64 |
0,62 |
|
b -Метилнафталин |
- |
1,84 |
2,50 |
5,65 |
9,58 |
8,34 |
|
а- Метилнафталин |
- |
0,86 |
1,40 |
2,90 |
4,52 |
6,30 |
|
фенол + крезолы |
10,50 |
37,83 |
1,20 |
4,56 |
6,02 |
6,30 |
|
Дифенил |
- |
- |
- |
4,04 |
3,66 |
12,88 |
|
Хинолин |
- |
- |
1,53 |
1,63 |
4,51 |
4,80 |
|
Диметилнафталины + ксиленолы |
- |
- |
- |
3,55 |
5,45 |
10,38 |
|
Индол |
- |
- |
0,20 |
0,65 |
1,34 |
2,49 |
|
Аценафтен |
- |
- |
- |
4,04 |
2,52 |
15.20 |
|
Дифениленоксид |
- |
- |
- |
3,30 |
1,74 |
10,63 |
|
Флуорен |
- |
- |
- |
4,50 |
1,06 |
11,50 |
|
Метилфлуорены |
- |
- |
- |
1,80 |
- |
5,76 |
|
Фенантрен |
- |
- |
- |
- |
- |
- |
|
Антрацен |
- |
- |
- |
- |
- |
- |
|
Карбазол |
- |
- |
- |
- |
- |
- |
|
Флуорантен |
- |
- |
- |
- |
- |
- |
|
Пирен |
- |
- |
- |
- |
- |
- |
|
Хризен |
- |
- |
- |
- |
- |
- |
|
Прочие высококипящие неидентифицированные |
0,49 |
1,91 |
2,23 |
0,40 |
1,71 |
0,30 |
-70-
-71-
Е. Т. КОВАЛЕВ. Научные основы и технология переработки высококипящих фраки
каменноугольной смолы с получением полициклических углеводородов
Продолжение табл. 1