

Глава 3. Высококипящие фракции каменноугольной смолы как сырьевая база для получения полициклических ароматических соединений
применяются в производстве автомобильных красок. В связи с этим производство аценафтена в Германии резко возросло в 1970-80 гг. [36]. Аценафтен может быть использован для производства 1, 4, 5, 8-нафталинтетра-карбоновой кислоты и синтетических смол [37-39]. Из аценафтена можно также получать дубильные вещества, противостарители, электроизоляционные материалы, инсектициды, фунгициды [40].
Флуорен отличается высокой реакционной способностью благодаря Наличию в своей молекуле метиленовой группы. Его применяют для получения триарилметановых красителей, из которых наиболее ценными являются флуореновый фиолетовый и флуореновый голубой [41]. Небольшое количество флуорена используют для синтеза физиологически' активных веществ [36, 40, 42].
При сополимеризации флуорена с олефинами получают ценные смазочные масла. Сырьем для лаков и клеев служит 2-винилфлуорен. Получаемый при окислении флуорена флуоренон может быть использован для синтеза красителей и производства пластмасс.
Аминопроизводные флуорена используют для получения моноазиновых и диоксиазиновых красителей.
Дифениленоксид в настоящее время используется, главным образом, в качестве теплоносителя, но применяется и в синтезе полупродуктов для ледяного крашения, в парфюмерной промышленности, для производства бактерицидных препаратов [41].
Практически все ресурсы аценафтена, флуорена и дифениленоксида сосредоточены в поглотительной фракции каменноугольной смолы. Для их выделения необходимо использовать концентрированные фракции с содержанием целевых компонентов в пределах 60 %. Для выделения таких узких аценафтеновой, дифениленоксидной и флуореновой фракций в патенте США предлагается вести ректификацию смолы на трехколонном агрегате непрерывного действия с дифференцированным гидравлическим режимом [43], а в английском патенте - ректифицировать поглотительную фракцию под вакуумом на двух колоннах с отбором трех соответствующих узких фракций [44].
Возможно выделение концентрированной аценафтеновой фракции путем дополнительной ректификации исходной фракции на одной колонне как в обычном варианте [45, 46], так и с применением экстрактивной ректификации, в частности, с диэтиленгликолем [47]. При необходимости в процессе ректификации предварительно освобожденного от низкокипящих компонентов сырья на второй колонне возможно получение дифениленоксидной фракции.
А.К. Спицын и A.M. Смирнов для выделения аценафтена использовали поглотительное масло (фракцию), которое разгоняли под вакуумом с отбором трех концентрированных фракций [48]. Из этих фракций кристал-
-97-
Е. Т. КОВАЛЕВ. Научные основы и технология переработки высококипящих фракций каменноугольной смолы с получением полициклических углеводородов
лизацией и фугованием получали технический 97 %-ный аценафтен с выходом 44 %.
Г.А. Маркус и Т.Л. Кравцова путем двукратной ректификации поглотительной фракции, получали ряд аценафтеновых фракций с невысоким содержанием аценафтена [49].
В промышленных условиях на Фенольном заводе (Дзержинск, Украина) до настоящего времени аценафтен получали в периодическом процессе из аценафтеновой фракции охлаждением и кристаллизацией в естественных условиях с последующим центрифугированием. Этот процесс характеризуется низкой производительностью, несовершенством аппаратурного оформления и загрязнением окружающей среды.
Очистка технического аценафтена от примесных компонентов может осуществляться путем перекристаллизации из фурфурола [50] или метанола [41]. В соответствии с одним американским патентом аценафтен промывают серной кислотой и дистиллируют для отделения целевого продукта от образовавшихся сульфокислот [51]. По другому патенту от аценафтена отделяют примесные компоненты путем связывания их в твердые комплексы [52]. Предлагается проводить доочистку путем повторной разгони технического аценафтена [43,44], а очистку от окрашивающих веществ обработкой в водной среде растворителями, не смешивающимися с водой [53].
Из флуореновой фракции технический флуорен может быть выделен ректификацией или калиплавлением [54, 55]. Вначале флуореновую фракцию подвергают четкой ректификации с отбором узких фракций, в частности, выкипающих в интервале 292-302 °С.
По одному методу, данную фракцию кристаллизуют и после центрефугирования получают сырой флуорен, который подвергают перекристаллизации из бензина и сольвента [55].
По другому методу эту же фракцию сплавляют с едким калием или натрием, после чего калиплав подвергают гидролизу. Выделенный сырой флуорен отделяют фильтрованием и подвергают ректификации, отбирают узкую фракцию при 292-298 оС. После ее перекристаллизации из сольвента получают технический флуорен [56-58].
Для получения чистого продукта технический флуорен (независим от метода получения) подвергают дополнительной очистке методом мно-гократной перекристаллизации из различных растворителей: бензина, спиртов, водного раствора ацетона [55, 59-62].
Путем двухкратной перекристаллизации из бензина и трехкратной из спирта получают чистый флуорен с выходом около 41 % от технического продукта [55]. После перекристаллизации технического флуорена из мета-нола получают 90 %-ный флуорен с выходом 50 % от ресурсов в техничес-ком сырье [60].
ГЛABA 3. Высококипящие фракции каменноугольной смолы как сырьевая база для получения полициклических ароматических соединений
В УХИНе исследованы и разработаны процессы получения флуорена с содержанием основного вещества более 98 %. Исходную флуореновую фракцию с содержанием флуорена 60 % подвергают перекристаллизации из водного раствора ацетона и уайт-спирита [59] с последующим отделением кристаллов флуорена. Кристаллы флуорена подвергают экстракции двумя растворителями - уайт-спиритом и водным раствором N,N'- димети-лацетамида, а затем перекристаллизацией выделяют флуорен [63].
На Харьковском опытном коксохимическом заводе был реализован процесс, в котором исходная флуореновая фракция после кристаллизации подвергалась разделению на центрифуге на твердую и жидкую фазы, в результате чего получали технический флуорен [64]. Технический флуорен подвергали трем перекристаллизациям из изопропилового спирта, сушке и измельчению. Общая продолжительность процесса 67-70 ч. Конечным продуктом являлся «чистый» флуорен с температурой кристаллизации не ниже 112,5 °С, выход которого от флуореновой фракции составлял 16-17 %.
Известно, что флуорен может быть выделен и из жидких продуктов пиролиза углеводородов [65, 66]. Однако выделение его из этого вида сырья осложнено высоким содержанием непредельных соединений, которые при хранении и нагревании полимеризуются. Это требует применения сложных каталитических методов стабилизации сырья и экстрактивной кристаллизации с применением алифатического спирта. Сложность подготовки сырья, невысокая чистота получаемого флуорена, а также необходимость использования в качестве исходного продукта высококонцентрированной 70 %-ной флуореновой фракции делает процесс неэффективным.
В промышленных условиях дифениленоксидная фракция выделялась из поглотительной фракции, подвергнутой ректификации в периодическом процессе на колонне эффективностью 40 практических тарелок. Полученный кубовый остаток с температурой кристаллизации 52 оС и массовой долей дифениленоксида 34 % подвергался дальнейшей ректификации под вакуумом, в результате чего получали дифениленоксидную фракцию с содержанием основного вещества 52 %.
В Германии и Японии для получения концентрированной дифениле-ноксидной фракции применяется двухстадийная ректификация поглотительной фракции [57]. Необходимость многоступенчатости процесса ректификации поглотительной фракции связана с близостью температур кипения аценафтена, изомеров диметилнафталинов, дифениленоксида и флуорена, что затрудняет их разделение обычной ректификацией. При многоступенчатой дистилляции на каждой ступени из фракции отделяются соединения, температуры кипения которых находятся выше или ниже температуры кипения дифениленоксида, что в конечном итоге приводит к обогащению целевой дифениленоксидной фракции основным компонентом.
-98-
-99
ГЛABA
3. Высокоюшящие
фракции каменноугольной смолы как
сырьевая база для получения
полициклических ароматических
соединений
Сочетание методов ректификации, кристаллизации и перекристаллизации из различных растворителей позволяет из низкоконцентрированного сырья достигнуть выделения чистого дифениленоксида.
В исследованиях польских авторов [41] исходным сырьем для получения дифениленоксида служила фракция поглотительного масла с пределами кипения 282-289 оС, которую растворяли в бензоле и подвергая фракционной дистилляции с выделением фракции с пределами кипения 287-289 °С. После кристаллизации фракции при температуре 25-30 °С центрифугирования получали технический продукт. Последующая перекристаллизация его из сольвента или метанола приводит к получению белого хлопьевидного кристаллического продукта с голубой флуоресценцией [67].
Для очистки дифениленоксидного сырья от примеси аценафтена, с которым дифениленоксид образует эвтектику, сырье сплавляют с серой и полученный продукт подвергают дистилляции для выделения технического дифениленоксида [54].
Рассмотренные процессы получения технического аценафтена, флуорена и дифениленоксида имеют целый ряд существенных недостатков, главными из которых являются: многостадийность технологического процесса; низкий выход конечного продукта от его потенциала в сырье; необходимость применения растворителей и их регенерации; наличие вредных выбросов и отходов производства.
В связи с этим весьма важным было создание комплексной технологии переработки поглотительной фракции, позволяющей обеспечить получение абсорбента бензольных углеводородов требуемого качества и концентрированных целевых фракций для выделения из них полициклических углеводородов. Такой процесс может быть самостоятельно осуществлен как при переработке широкой поглотительной фракции [68], так и быть фрагментом многоколонной схемы переработки каменноугольной смолы [69].
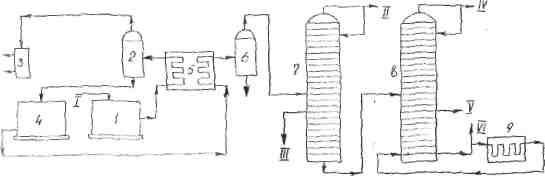
Разработанная в УХИНе комплексная схема переработки широкой пог-глотательной фракции с получением концентрированных фракций приведена на рис. 3.7, а в табл. 3.8 приведен состав получаемых в процессе переработки фракций.
Рис. 3.7 Комплексная схема переработки широкой поглотительной фракции: I - поглотительная фракция; П - нафталиновая фракция; III - метил-нафгалиновая и диметилнафталиновая фракция; IV - аценафтеновая фрак-ция; V - дифениленоксидная фракция; VI - флуореновая фракция;
1,4- сборники; 2,6- испарители; 3 - сепаратор; 5 - трубчатая печь; 8 - колонны; 9 - узел ввода дополнительного тепла
Таблица 3.8
Состав фракций, получаемых в процессе комплексной переработки широкой поглотительной фракции
|
|
Содержание компонентов во фракциях, % по массе |
||||
|
Компоненты |
Нафталиновая |
Абсорбент (поглотительное масло) |
Аценафтеновая |
Дифениленоксидная |
Флуореновая |
|
Нафталин |
86,75 |
7,15 |
Отс. |
Отс. |
Отс. |
|
Тионафтен |
2,45 |
0,4 |
Отс. |
Отс. |
Отс. |
|
а и б - Метилнафталины |
6,75 |
21,05 |
0,75 |
Отс. |
Отс. |
|
Фенол + крезолы__ |
0,25 |
2,8 |
0,45 |
Отс. |
Отс. |
|
Дифенил |
2,05 |
29,35 |
4,2 |
Отс. |
Отс. |
|
Диметилнафталины + +основания+ксиленолы |
0,6 |
18,85 |
17,4 |
5,05 |
0,8 |
|
Аценафтен |
Отс. |
14,55 |
62,35 |
22,55 |
7,1 |
|
Дифениленоксид |
Отс. |
1,9 |
15,25 |
41,9 |
18,5 |
|
Индол |
Отс. |
2,35 |
0,65 |
Отс. |
Отс. |
|
Флуорен |
Отс, |
Отс. |
Отс. |
24,15 |
60,5 |
|
Метилфлуорены |
Отс. |
Отс. |
Отс. |
1,4 |
8,0 |
|
Неидентифицированные |
1.95 |
1,6 |
Отс. |
2,15 |
5,1 |
100-
-101-
Е. Т. КОВАЛЕВ. Научные основы и технология переработки высококипящих фракций каменноугольной смолы с получением полициклических углеводородов