

12 Основные методы назначения припусков на механообработку заготовок и их сущность
При проектировании технологических процессов механической обработкой заготовок необходимо установить оптимальные припуски, которые обеспечили бы заданную точность и качество обрабатываемых поверхностей.
Припуском называют слой материала , удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности.
Припуски могут быть операционные и промежуточные.
Операционный припуск – это припуск ,удаляемый при выполнении одного технологической операции.
Припуск, удаляемый при выполнении одного технологического перехода, называют промежуточным.
Общий припуск, который удаляют в процессе механической обработки рассматриваемой поверхности для получения чертежных размеров, определяется разностью размеров исходной заготовки и детали.
На припуск устанавливают допуск ,который является разностью между наибольшим и наименьшим значениями припуска.
Значения припусков и допусков определяют промежуточные (операционные) размеры
Имеется два основных метода определения припусков на механическую обработку поверхности: опытно статистический и расчетно-аналитический.
Опытно-статистический метод находит широкое применение в машиностроении. При этом методе припуск устанавливают по стандартам и таблицам, которые составлены
на основе обобщения и систематизации производственных данных передовых предприятий. Припуски на механическую обработку поковок, изготовленных различными
методами, и отливок из металлов и сплавов приведены в ГОСТ 7505-74,ГОСТ 7062-79, ГОСТ 7829-70, ГОСТ 26645-85.
В этих ГОСТах припуски даны в зависимости от массы и габаритных размеров деталей , их конструктивных форм, заданных точности и параметра шероховатости шероховатости обрабатываемой поверхности.
Существенный недостаток этого метода заключается в том, что припуски назначаются независимо от технологического процесса обработки детали без учета конкретных условий его выполнения; как правило, они завершены, так как рассчитаны на неблагоприятные условия, при которых припуск должен быть наибольшим во избежание брака. Отмеченный недостаток приводит к увеличению расхода материала и трудоемкости изготовления заготовок.
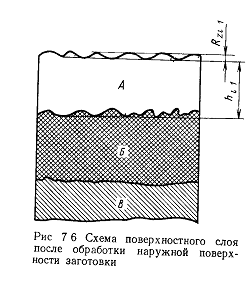
Расчетно-аналетический метод определения припусков на обработку разработан профессором В.М.Кованом. При этом методе рассчитывают минимальный припуск на основе анализа факторов, влияющих на формирование припуска, с использованием нормативных материалов. Припуски на обработку определяют таким образом , чтобы на выполняемом технологическом переходе были устранены погрешности изготовления детали которые остались на предшествующем переходе. Схема поверхностного слоя после обработки наружной поверхности заготовки показаны на рисунке, где обозначено:
А - удаляемая дефектная часть поверхностного слоя;
Б – неудаляемая часть поверхностного слоя;
В – исходная структура материала;
R – высота неровностей, характеризующая шероховатость поверхности;
h – глубина дефектного поверхностного слоя
Качество обработанной поверхности заготовки характеризуется параметром шероховатости, состоянием и глубиной поверхностного слоя. При расчетах припуска исходят из того, что шероховатость поверхности поверхностного слоя, сформированные на предшествующем переходе (i-1), должны быть удалены на выполняемом переходе. При этом надо учитывать глубину не всего поверхностного слоя, а лишь его дефектной части. Необходимо стремиться оставить наклепанный поверхностный слой – более износостойкий, чем нижележащие слои исходной структуры , а также способствующий получению меньшей шероховатости поверхности при ее обработке в зоне этого слоя.
При расчете припусков отклонения формы поверхности отдельно не учитывают. Принимают, что эти отклонения (овальность, бочкообразность, конусность, вогнутость, выпуклость и т.п.) не должны превышать допуска на размер и, как правило, должны составлять некоторую его часть.