

13. Технологические методы управления точностью обработки заготовок на станках.
Управление точностью при механической обработке начинается в цеху с выбора ср-в. Прежде всего точность обработки повышают правильной наладкой станка (точностью приспособления на выдерживаемый размер, инструмент, державок, современного режущего инструмента).
Однако даже в этом случае ч-з некоторое время возникает опасность выхода некоторой части обработанных деталей из поля допуска из-за наладки станка.
Однако не смотря на высокую точность приспособлений приходится периодически осуществлять поднастройку станка, чтобы удержать детали в пределах поля допуска (см метод статистического регулирования точности)
Чтобы повысить точность обработки, можно производить более частые поднастройки станка. Однако при частой поднастройке станка, особенно вручную, увеличивается время простоя, снижается производительность.
В этом случае помогает уменьшить простой, не снижая производительность т.е. на хочу так называемый метод активного контроля и специальной автоподналадки станков.
Однако здесь имеют место трудности, которые вызываются скачкообразным характером подналадки, скачкообразным изменением поля допуска и изменением характера посадок. Меняются зазоры и натяги.
Этот недостаток устраняют станки с ЧПУ, т.к. подналадка осуществляется специальной управляющей программой.
Однако имеют место в производстве такие случаи, когда станки с ЧПУ не обеспечивают точности изготавливаемой детали, когда деталь мало жестка или система нежесткая. В этой ситуации сов. Ученый Балашин со своими учениками предложил применить для повышения точности обработки адаптивные методы управления упругими перемещениями технологической системы (см рис). Кафедра разработала два метода адаптивного управления, в последующем были изготовлены спец станки с адаптивным управлением.
1м-д. Управление упругими перемещениями за счет изменения размера статистической настройки станка (Размер Ас).
2м-д. Управление упругими перемещениями станка путем сужения размера динамической настройки станка (узлов станка).
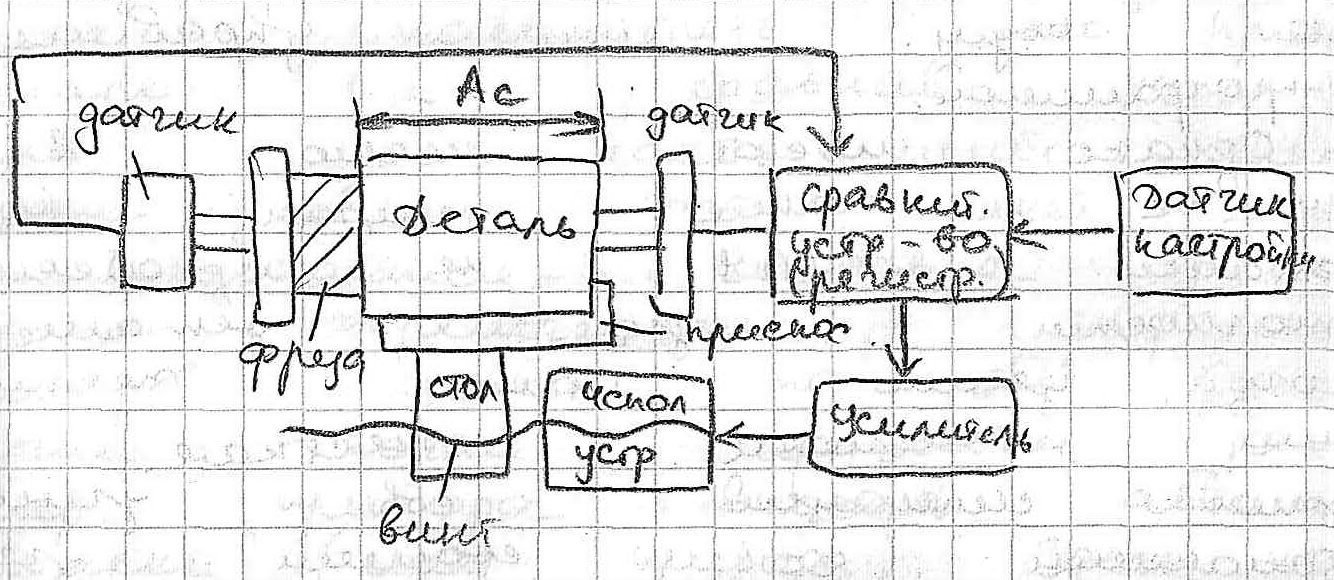
Сущность 1-го метода: управление упругими перемещениями за счет изменения размера статистической настройки станка (Ас).
Настройка на 1-ую деталь производится традиц. обычным способом (при этом сравнивающие (регистрирующие) устройства устанавливают на условный «0»), произвели обработку одной детали, далее при установке второй детали необходимо посмотреть что произошло на сравнительном устройстве, есть ли какие-либо отклонения. Если это имеет место, то делается поправка (вручную) путем перемещения стрелки прибора снова на «0». Однако лучше такие поправки регистрирующего прибора вносить автоматически (спец.прибора). Здесь необходимо чтобы настроечная величина Ас задавалась с помощью датчика настройки. Датчики настройки подают сигналы в сравнительные устройства ч-з специальный усилитель, а далее на исполнительный механизм станка.
В результате этого данный метод позволяет вносить поправку в настройку станка по входным сигналам, например по данным от изменения размеров заготовки. В итоге такой наладки можно уменьшить поле рассеяния погрешностей обработки.
Датчики автоматически контролируют размер и загоняют фрезу в металл, чтобы гарантировать поле допуска.
Сущность 2-го метода: имеет особенности. Здесь размер Ас в процессе обработки постоянным остается, а возникающие переменные упругие отклонения в технологической системе (за счет колебания припуска и твердости материала заготовок) компенсируются уже за счет упругих перемещения элементов системы (узлов станка) в противоположном направлении (например стола станка).