

26. Финишная обработка деталей доводкой (притиркой) и полированием
Притирка служит для окончательной отделки предварительно отполированных поверхностей деталей. Притирка наружных цилиндрических поверхностей выполняется притиром, изготовленным из чугуна, бронзы или меди, который обычно предварительно шаржируется образивным микропорошком (величина зерна от 3 до 20мк) с маслом или спец. пастой (под шаржированием понимают внедрение в поверхность притира образивных частиц). Для изготовления абразивного порошка используют корунд, окись хрома, окись железа и др. Пасты состоят из абразивных порошков и хим. активных вещ-в (напр. паста из воска и парафина, смешанным салом и керасином; окись хрома с олеиновой и стеариновой кислотами). Нешаржированные притиры также применяются.Пасты ускоряют процесс притирки, т.к. входящие в них хим. активные вещ-ва окисляют обрабатываемую пов-ть и образующаяся мягкая пленка удаляется абразивными зернами. В ед. производстве притирку наружных цилиндр. поверхностей деталей (пр. шейка вала) производят на обычном токарном станке притиром в виде чугунной, медной, бронзовой втулки, выточенной по размеру притираемой детали.
Рис.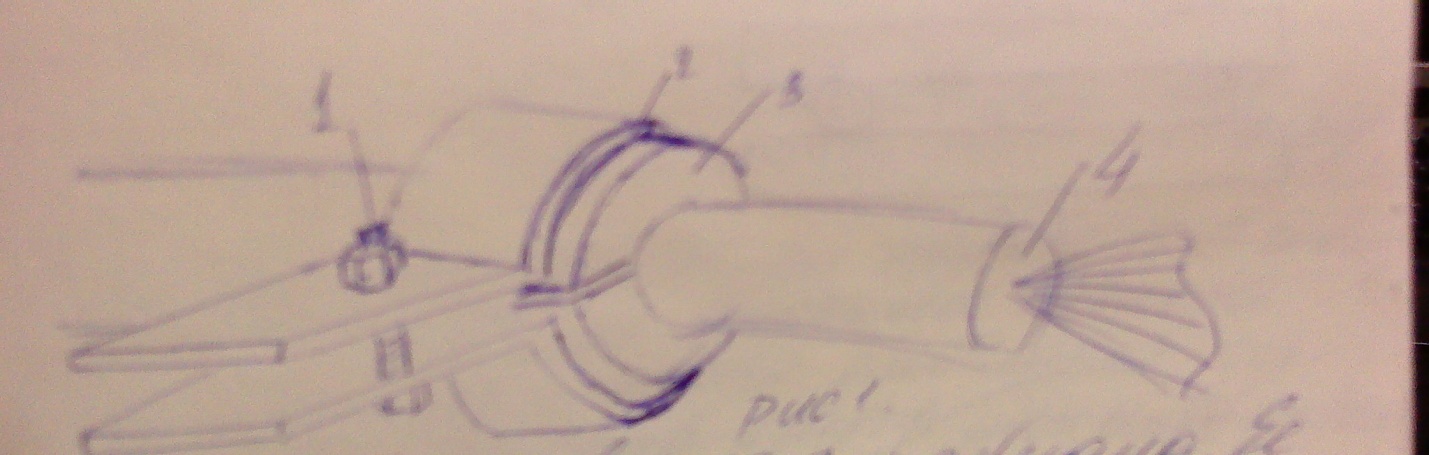
С одной стороны втулка 3 разрезана. Ее смазывают доводочной пастой, затем втулку вставляют в металлический жимок 2 и одевают на обрабатываемую деталь 4. Слегка подтягивая жимок болтом 1, равномерно вручную водят притир вдоль вращающейся детали. При доводке полезно смазывать деталь жидким машинным маслом или керасином. Припуск на доводку оставляют около 5-20 мк на диаметр. Скорость вращения детали 10-20 м/мин.
В крупносерийном и массовом производстве притирка ведется на специальных притирочных станках, которые применяются для притирки коротких цилиндрических деталей (напр. поршневых пальцев). В этом случае притирка осуществляется между 2 чугунными или образивными дисками, расположенными эксцентрично по отношению друг к другу. Детали всталяются в спец. обойму, нах-ся между дисками. При чугунных дисках притирка производится с применением масла с образивным порошком. Притиркой достигаются высокая точность размеров (1-й класс. а иногда и точнее) и высокий класс шроховатости пов-ти (12- 14-й).

Полирование – процесс чистовой обработки поверхности мягким кругом с нанесенным на него мелкрзернистым абразивным порошком, смешанным со смазкой. Материалом для полировальных кругов служат войлок, фетр, парусина, кожа. Одним из видов абразивных инструментов являются полировальные круги с графитовым наполнителем, их применение позволяет получать высококачественную гладкую поверхность деталей 12-13-го классов шероховатости. В состав кругов входят естественный корунд ЕМ-28, бакелитовая связка и карандашный графит в качестве наполнителя.
Вместо полировальных кругов применяют полировальные абразивные ленты (рис. 3). которые изготавливают с тонким слоем абразивных зерен зернистостью 8-3 или покрывают их абразивными пастами. При полировании желобов колец шариков подшипников ленты иногда заменяются текстильными жгутами, покрытыми абразивными пастами. Полированием достигается шероховатость 12-13-го классов. но не обеспечивается высокая точность. Полированная поверхность имеет блестящий, зеркальный вид. Скорость полировочного круга или ленты 40 м/сек. В массовом и крупносерийном производстве применяют для полирования многошпиндельные полировальные автоматы. Притирка отверстий заключается в удалении шероховатости отверстий после его чистовой обработки чугунными или медными притирами, создающими при помощи пружин давление на стенки отверстия. Притирка производится вращением притира попеременно в обоих направлениях на пол оборота с одновременным перемещением его вдоль оси обрабатываемого отверстия. Во время работы притир поливается керасином. Получают 9-11 классы шероховатости.