

9.Технологические базы, правила их выбора и оценка погрешности базирования заготовок на станках.
Технологическая – это поверхность, линия, точка, используемая для определения положения на станке;
Но особенности операций механической обработки требуют ещё дополнительной классификации баз машиностроения. Выделяют черновую технологическую базу – это поверхности обычно принимаемые в качестве базовых для установки деталей на первых операциях. Чистовая технологическая база – это обрабатываемая поверхность после первых операций принимаемая в качестве установочных на последующих операциях.
Вспомогательная технологическая база – обрабатываемая поверхность, которая образуется на детали специально по технологическим соображениям, но не требуется конструкции детали.
Дополнительная технологическая база - это часть или части, которые не требуются конструкции вообще, но прибавляются для надёжной установки на станке или упрощению установки заготовки на станке.
Порядок назначения технологических баз:
Необходимо выбрать черновую базу, т.е базу для первой операции. В качестве чистовой базы следует выбирать поверхность после обработки которой её можно использовать для других операций. При обработке валов на 1-й операции необходимо обработать центровые отверстия в дальнейшем они будут использоваться в качестве баз. При обработки корпусных деталей в качестве чистовых баз будет использоваться плоскость основания и два цилиндрических отверстия.
Поэтому для обработки этих чистовых баз в качестве черновых баз будет использоваться плоская поверхность корпуса или буртика основания с дополнительным упором в направляющую базу. Черновая база должна иметь достаточные размеры, минимальную шероховатость, на ней недопустимы дефекты заготовительного производства: литниковая система, облой или штамповочные уклоны для поковок. Черновая база должна обеспечивать обработку поверхности с максимальным припуском, чтобы на первой операции получить больше отходов стружки. Если требуется обработать поверхность с минимальным припуском, то наоборот – эта поверхность должна быть использована в качестве черновой базы.
2 Основные принципы базирования:
Первый закон базирования если имеет место в установочной и измерительной базы, то погрешность базирования не имеет места.
В торой закон базирования – принцип постоянства баз. Желательно всю обработку, кроме первой операции, производить при неизменном базировании. Кроме этого при частой смене баз требуется дополнительная оснастка и настройка станка.
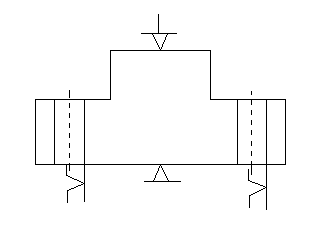
При установке детали на станке, возможно два случая:
Опорная установочная база совпадает с измерительной;
Эти базы явно не совпадают;
Оценка погрешности базирования имеет место при обработке заготовки на станке настроенного на размер при помощи установочных элементов и соответствующих наладок (инструментальных).
Рассмотрим случаи:
Установка заготовок по цилиндрическому отверстию на жёсткой оправке (в патроне нельзя, т.к. деформируется) со свободной посадкой и закреплённой гайкой:
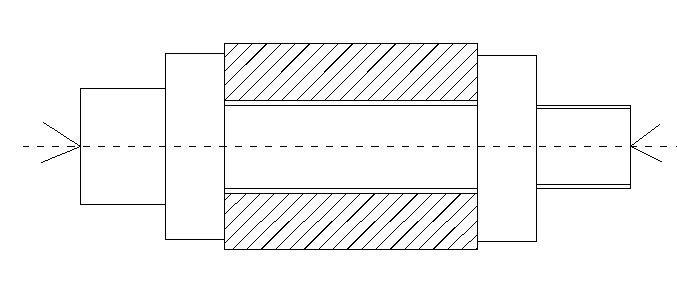
![]()
![]() зазор,
который предусмотрен условием стандарта
на оправку;
зазор,
который предусмотрен условием стандарта
на оправку;
![]() это
допуск по диаметральному размеру
базируемого отверстия;
это
допуск по диаметральному размеру
базируемого отверстия;
![]() это
допуск на диаметр оправки;
это
допуск на диаметр оправки;
Установка детали по цилиндрической поверхности на призме:
И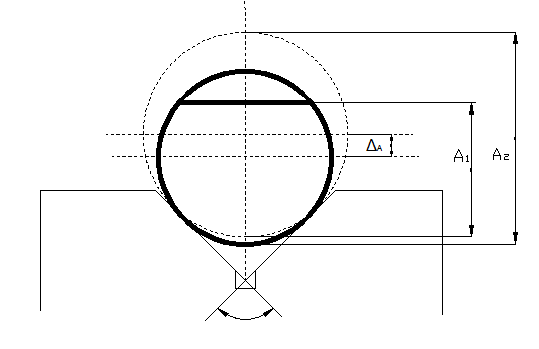 сходя
из геометрических соотношений размеров
детали по диаметру и угла призмы
справочник предлагает наибольшую
погрешность базирования рассчитывать
на размер А.
сходя
из геометрических соотношений размеров
детали по диаметру и угла призмы
справочник предлагает наибольшую
погрешность базирования рассчитывать
на размер А.
Лыска по формуле:
Зацентровка по формуле:
Таким образом в справочниках есть схемы для расчёта погрешности базирования.