

27 Особенности сборки типовых неразъемных соединений деталей (методами клепки, сварки, пайки и склеиванием)
Процесс соединения деталей при помощи сварки в большинстве случаев является сборочным; он при необходимости может быть введен непосредственно в поток узловой или общей сборки.
Прочность сварных соединений обычно не ниже прочности клепаных, они значительно менее трудоемки, более технологичны.
Распространенными в машиностроении способами сварки являются: контактная — точечная и шовная; дуговая — полуавтоматическая и автоматическая под слоем флюса, в среде защитных газов; электрошлаковая; ультразвуковая. В ряде производств осваиваются новые виды сварки: электронным лучом, плазменная — квантовая, диффузионная.
В связи с широким применением в конструкциях машин пластических масс (полиэтилена, винипласта, полихлорвинила, полистирола, органического стекла и др.) возникла необходимость сварки деталей из этих материалов. Используют преимущественно тепловые виды сварки и сварку нагревом ТВЧ.
Основными элементами сборочно-сварочного процесса являются подготовка поверхностей под сварку, сборка и установка сборочной единицы, закрепление, пуск, подвод сварочной головки, подача электрода, сварка, отвод головки, выключение, снятие сваренной сборочной единицы, контроль. При выполнении сборочно-сварочных работ в мелкосерийном производстве широко применяют механизированные приспособления, а в крупносерийном и массовом производствах — полуавтоматические и автоматические сварочные установки.
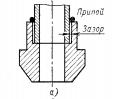
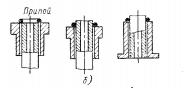
Пайкой называется процесс получения неразъемного соединения двух или нескольких деталей с применением присадочного металла — припоя путем их нагрева в собранном виде до температуры плавления припоя. Расплавляемый припой затекает в специально создаваемые зазоры между соединяемыми деталями и диффундирует в металл этих деталей. При этом протекает элементарный процесс взаимного растворения и металла деталей, и припоя, в результате чего образуется сплав, более прочный, чем припой.
В зависимости от температуры плавления припоя различают пайку мягкими и твердыми припоями. Кроме припоя, при пайке применяют флюсы.
Пайку точных соединений производят без флюсов в защитной атмосфере или в вакууме.
Процесс пайки включает подготовку сопрягаемых поверхностей деталей под пайку, сборку, нанесение флюса и припои, нагрев места спая, промывку и зачистку шва.
В зависимости от способа нагрева пайку подразделяют на: газовую, погружением (в металлическую или соляную ванны), электрическую (дуговая, индукционная, контактная), в печах, ультразвуковую.
Перспективным направлением развития технологии пайки металлов и неметаллических материалов является использование ультразвука.
Детали для пайки должны быть тщательно подготовлены. Места под спай необходимо осмотреть и при наличии коррозии зачистить, а затем промыть и обезжирить.
Пайка — трудоемкий процесс. Поэтому там, где это возможно, на операциях пайки следует предусматривать различные средства механизации. В настоящее время создан ряд полуавтоматов и автоматов для газовой, электрической и других видов пайки.
Склеивание — один из способов получения неподвижных неразъемных соединений деталей. В процессе склеивания между сопрягаемыми поверхностями деталей вводится слой специального вещества, способного при определенном физическом состоянии, благодаря проявлению сил адгезии, неподвижно скреплять эти детали.
Одним из важных преимуществ склеивания является возможность получения соединений из разнородных металлов и неметаллических материалов. Кроме того, в процессе склеивания можно в значительной мере избежать внутренних напряжений и деформаций детали, так как технология не требует повышенных температур.
Существенными недостатками клеевых соединений являются их сравнительно низкая термостойкость, склонность к старению, необходимость в ряде случаев нагревания соединения при склеивании.
В процессе склеивания деталей выполняют следующие работы: подготовляют поверхности; готовят клей; наносят клей на поверхность; поверхность выдерживают и подсушивают; соединяют склеиваемые детали и создают условия для отвердения; зачищают соединение и контролируют сборку.
Заклепочные соединения в конструкциях машин и механизмов вытесняются сварными, клеевыми и резьбовыми соединениями. Особенно заметно вытесняется клепка в связи с успехами в развитии сварки. В некоторых машинах многие сборочные единицы, подверженные большим динамическим нагрузкам, имеют заклепочные соединения. Заклепки используют также и в тех массовых сборочных единицах, где сопрягаются плохо свариваемые друг с другом материалы и стоимость крепления заклепками меньше стоимости резьбовых деталей.
Некоторые виды заклепочных соединений
заклепки со сплошным стержнем (а—в), трубчатые (г), полутрубчатые (д); материал заклепок — сталь, медь, латунь и алюминиевые сплавы.

При соединении деталей заклепками отверстия для них обычно подготовляют заранее. Сверление отверстий под заклепки одновременно в обеих деталях в процессе сборки применяют лишь в тех случаях, когда требуется особо повышенная точность в совпадении отверстий.
В зависимости от назначения сборочной единицы, ее конструктивных форм, размеров применяемых заклепок и масштаба производства клепку осуществляют на прессах, с помощью специализированных приспособлений или посредством механизированного инструмента. Ручную клепку предусматривать в технологическом процессе не следует.