

27. Особенности финишной обработки деталей тонким точением и растачиванием
Тонкое точение применяется для главным образом для отделочной обработки деталей из цветных металлов и сплавов (бронзы, латуни и т.д.) и отчасти для деталей из чугуна и стали, потому что шлифование цветных металлов значительно труднее, чем стали и чугуна, из-за быстрого засаливания шлифовального круга. При тонком точении обработка производится алмазными резцами или резцами, оснащенными твердыми сплавами.Скорость резания в зависимости от рода обрабатываемого материала составляет от 100 до 1000 м/мин (для точения деталей из бронзы -200-300 м/мин; из алюминевых сплавов – 1000 м/мин и выше), подача 0,03-0,1 мм/об; глубина резания – 0,05-0,1 мм. Производится на быстроходных станках с числом оборотов шпинделя 1000-8000 в мин, поэтому к станкам предъявляется особые требования в отношении точности, жесткости, вибрации и устойчивости, а также зазоров шпинделя в подшипниках, при соблюдении которых точность обработки достигает 2-го класса и выше и 8-10-го класса шероховатости поверхности. В крупносерийном и массовом производстве для тонкого точения применяются спец. быстроходные станки.Алмазные резцы состоят из:алмаза;стальная державка.Алмазный кристалл весом от 0,5 до 1,2 карата обрабатывают шлифованием для получения требуемых углов режущей части, закрепляют с помощью пайки в стальной державке. Также широко применяют резцы с механическим креплением алмаза в державке.Стойкость алмазных резцов выше стойкости твердосплавных резцов в десятки раз. Себестоимость обработки деталей алмазными резцами в 1,5-2 раза меньше, чем твердосплавными, и в 3-4 раза меньше, чем резцами из быстрорежущей стали. Сущность тонкого растачивания заключается в том, что растачивание производится при большой скорости, малой глубине резания и малой подачи. Кроме алмазных резцов для растачивания применяют резцы с пластинками твердых сплавов. Конструкции станков для алмазного растачивания д.б. прочными и жесткими; не должно быть вибраций шпинделя и станины. Скорость резания для чугуна 120-250м/мин, для бронзы 300-400 м/мин, для баббита 400-1000 м/мин, для алюминиевых сплавов 500-1500 м/мин. Глубина резания 0,05-0,1 мм при подачах 0,01-0,08 мм/об.Достоинства:-отсутствие в порах обрабатываемой поверхности абразивных зерен;-легко достигается точность 2-го и даже 1-го класса;-возможность получения поверхности 9-10-гоклассов шераховатости;
28. Упрочняюще-чистовая обработка деталей алмазным выглаживанием
Выглаживание – процесс обработки поверхности давлением путем трения скольжения иил качения. При выглаживании происходит сглаживание неровностей поверхности. Алмазное выглаживание имеет незначительный коэффициент трения при скольжении, высокую твердость и износостойкость. Шероховатость до 14-го класса. Данный метод позволяет выглаживать поверхности, закаленные на высокую твердость (HRC60). Рабочей части алмаза придают сферическую форму (R=2-4 мм). Скорость 50-150 м/мин; подача 0,05-0,1 мм/об
29) Физические основы ультрозвуковой (уз) обработки
Сущность УЗ обработки в том, что удаление материала производится скалыванием микрочастиц с поверхности обрабатываемого материала ударяющимися абразивными зернами.Большое количество одновременно ударяющих абразивных зерен (30-100000 см2), а также высокая частота повторения ударов (18-25000 раз. в сек) обуславливают интенсивность съема обрабатываемого материала движение абразивных зерен сообщаемые торцем вибрирующего с УЗ-частотой инструмента в направлении поверхности обрабатываемой заготовки.
Принципиальная схема УЗ установки:
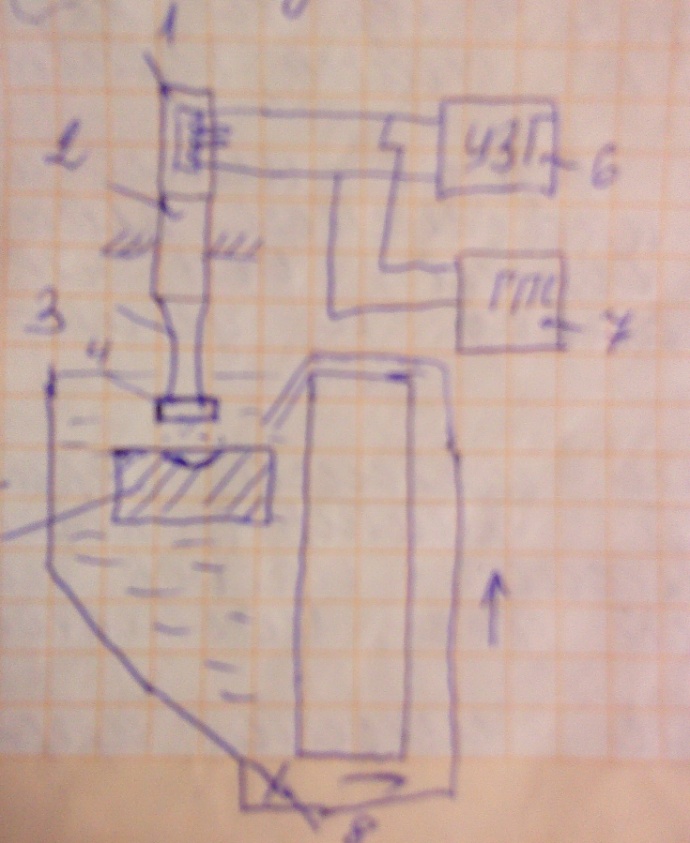
1. Магнитострикционный сердечник;
2. Переходной стержень;
3. Концентратор;
4. Инструмент;
5. Обрабатываемая заготовка детали;
6. Генератор УЗ-частоты;
7. Источник постоянного тока;
8. Насос подачи абразивной суспензии в зону обработки.
УЗ обработка наиболее эффективно происходит в жидкой среде. С использованием УЗ можно наиболее эффективно обработать хрупкие материалы такие, как стекло, керамика. Твердые сплавы обрабатываются менее интенсивно, а пластические практически не обрабатываются. При осуществлении процесса исключено образование микротрещин на поверхности заготовки. Обработка может вестись при перемещении инструмента относительно заготовки либо заготовки относительно инструмента.