

14. Основные способы нарезания зубчатых колес методом копирования.
(12 степень точности)
3убчатые колеса делят на цилиндрические, конические и червячные. Первые наиболее распространены. Их выполняют одно- и многовенцовыми (блочными). По конфигурации зубчатые колеса делают в виде дисков с гладкими или шлицевыми отверстиями, а также в виде фланцев и валиков (с хвостовиками). У цилиндрических колес зубья выполняют прямыми, спиральными и шевронными; у конических — прямыми, косыми и криволинейными.Метод копирования заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой модульной фрезой. Такие фрезы изготовляются набором из 8 или 15 штук для каждого модуля. Обычно применяют набор фрез из 8 штук, обработка которыми позволяет получать зубчатые колеса 9-й степени точности по ГОСТ 1.643—72, но для изготовления более точных зубчатых колес требуется набор из 15 или 26 штук. Такое количество фрез в каждом наборе необходимо потому, что для различного числа зубьев колес размеры впадин между зубьями различны. Каждая фреза набора предназначена для определенного интервала числа зубьев.
Зубчатые колеса обычно нарезаются по одной (рис. 154, а) или по несколько штук на оправке (рис. 154, б), что увеличивает производительность за счет времени, затрачиваемого на врезание и выход фрезы, а также за счет вспомогательного времени. Если на шпиндельной оправке расположить две или три фрезы (рис. 154, в), каждая из которых будет прорезать впадины зубьев у одной группы заготовок, то производительность будет еще больше. В этом случае применяют многошпиндельные делительные головки (рис. 154, г).
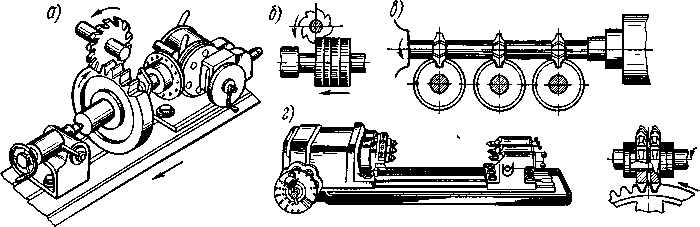
Рис. 154. Нарезание зубьев зубчатых колес дисковыми модульными фрезами:
а — одной заготовки, б — нескольких заготовок на одной оправке, в — тремя фрезами одновременно, г — с применением трехшпиндельной головки, д — одновременно двумя модульными фрезами
Пальцевыми модульными фрезами нарезают зубья средних и крупномодульных цилиндрических, шевронных колес, реек и др. Зубья очень крупных модулей (более 20мм) начерно нарезают двуугловой пальцевой фрезой или последовательно двумя угловыми пальцевыми фрезами.Нарезание зубьев цилиндрических зубчатых колес дисковыми модульными фрезами, а также пальцевыми фрезами применяется преимущественно в единичном и мелкосерийном производстве при отсутствии специальных зуборезных станков, так как такой способ нарезания дает сравнительно малую производительность и точность 9—11-й степеней.
15. Основные способы нарезания зубчатых колес методом обкатывания.
Этот метод обработки зубьев заключается в том, что в процессе обработки воспроизводится зацепление зубчатой пары, в которой одной деталью является режущий инструмент, а другой — нарезаемое зубчатое колесо.Нарезание зубьев цилиндрических зубчатых колес с прямым, косым и криволинейным (винтовым) зубом производится с помощью:а) червячных фрез (зубофрезерование),б) долбяков в виде шестерен (дисковых),в) долбяков в виде гребенок-реек (зубодолбление).Зубонарезание червячными фрезами. Этот метод благодаря высокой производительности и получаемой точности 8—9-й степеней имеет наибольшее распространение.Для нарезания зубьев указанным методом требуются зубофрезерные станки и режущий инструмент — червячные фрезы. фреза закрепляется в суппорте, который должен быть повернут так чтобы ось фрезы была наклонена под углом а подъема винтовой линии витков фрезы. Нарезаемое зубчатое колесо устанавливается на столе станка; он имеет перемещение по станине для установки на глубину зуба и вращательное движение, благодаря которому осуществляется обкатка зубчатого колеса по отношению к червячной фрезе. Суппорт с фрезой осуществляет подачу движением вдоль оси зубчатого колеса. При фрезеровании зубчатых колес с косым зубом фреза устанавливается с учетом наклона винтовой линии витков фрезы и угла спирали зуба зубчатого колеса.В зависимости от величины модуля устанавливается число проходов фрезы: зубчатое колесо с модулем до 2,5 мм обычно нарезают за один ход начисто; зубчатое колесо с модулем более 2,5 мм нарезают начерно и начисто в два и даже в три хода. Нарезание червячных зубчатых колес. При нарезании червячных зубчатых колес ось фрезы устанавливается перпендикулярно оси обрабатываемого колеса и точно по центру ее ширины. Нарезать червячные зубчатые колеса можно:1) способом радиальной подачи,2) способом тангенциальной подачи;3) комбинированным способом.
Как отмечалось выше, нарезать зубья методом обкатки можно также долбяками в виде шестерен и в виде гребенок (реек) на зубодолбежных станках.Долбяк, являющийся режущим инструментом, имеет форму шестерни и того же модуля, что и нарезаемое зубчатое колесо. Долбяки изготовляются для наружного и внутреннего долбления; последний случай относится к зубчатым колесам с внутренним зацеплением.Для нарезания зубчатых колес с винтовым зубом применяется долбяк тоже с винтовым зубом и с тем же углом подъема винтовой линии, что и у нарезаемого зубчатого колеса; долбяк получает добавочное вращение по винтовой линии от специального копира, помещающегося в верхней части шпинделя долбяка.
Горизонтальная подача долбяка осуществляется двумя способами:1) при помощи ходового винта специального и автоматического делительного механизма (в крупных станках);2) при помощи одного из трех специальных копиров, из которых применяется тот или другой в зависимости от числа ходов, необходимых для нарезания полного профиля зубьев (под ходом здесь понимается оборот заготовки в процессе нарезания).
Обработка за один ход применяется для зубчатых колес с модулем 1—2 мм, за два хода — с модулем 2,25—4 мм и за три хода — при модулях, превышающих 4 мм, а также при меньших модулях, но при повышенных требованиях к точности и чистоте обработки.