

17 Способы чистовой отделки зубьев зубчатых колес
Окончательная чистовая отделка зубьев производится следующими способами: 1) обкаткой; 2) шевингованием; 3) шлифованием; 4) притиркой и приработкой.
Обкаткой называется процесс получения гладкой поверхности зубьев незакаленного зубчатого колеса путем вращения его между тремя вращающимися закаленными шлифованными зубчатыми колесами (эталонами), точность которых достигает +5 мк. При этом получается некоторое исправление небольших погрешностей в форме зуба. ,
Шевингованием* называется процесс чистовой отделки зубьев незакаленного зубчатого колеса, заключающийся в снятии ; (соскабливании) очень мелких волосообразных стружек, благодаря чему значительно исправляются эксцентриситет начальной окружности, ошибки в шаге, в профиле эвольвенты и в угле подъема винтовой
линии.
Шевингование (или иначе шевинг-процесс) производится двумя способами.
По первому способу шевингование выполняется при , помощи специального инструмента, называемого шевером. Шевер представляет собой режущее зубчатое колесо с прорезанными на боковых сторонах каждого зуба канавками глубиной 0,8 мм. Эти канавки образуют режущие кромки, которые и соскабливают волосообразную стружку.
Оправка с обрабатываемым зубчатым колесом (рис. 174, а) закрепляется в центрах стола станка; шевер располагается над зубчатым колесом под углом 15°, образуя с колесом как бы винтовую пару со скрещивающимися осями. Приведенный во вращение шевер вращает обрабатываемое зубчатое колесо, которому придается осевое возвратно-поступательное перемещение, называемое продольной подачей (snp = 0,15-0,3 мм на один оборот зубчатого колеса); при этом шевер равномерно соскабливает стружку по всей ширине зуба. Помимо вращения и осевого движения обрабатываемого зубчатого колеса для равномерного снятия стружки по всему профилю зуба стол станка имеет вертикальное перемещение sB — 0,025 -=---0,04 мм на один ход стола. После окончания каждого хода стола шевер получает вращение в обратную сторону и обрабатывает другую сторону зуба. Для предварительной обработки число ходов 4—6, для окончательной 2—4. Припуск на шевингование принимается 0,04—0,03 мм на сторону зуба.
О![]() сновное
время при шевинговании
зубьев цилиндрических
зубчатых колес
дисковым шевером определяется
по следующей
Формуле:
сновное
время при шевинговании
зубьев цилиндрических
зубчатых колес
дисковым шевером определяется
по следующей
Формуле:
где/0 —длина зуба в мм; /вр и /п— врезание и перебег, в сумме равные 10 мм; г — число зубьев зубчатого колеса; а — припуск на шевингование на сторону по профилю зуба в мм; пшев — число оборотов шеве-ра в мин; 2шев — число зубьев шевера; snp — продольная подача в мм на один оборот зубчатого колеса; sB — вертикальная подача на
1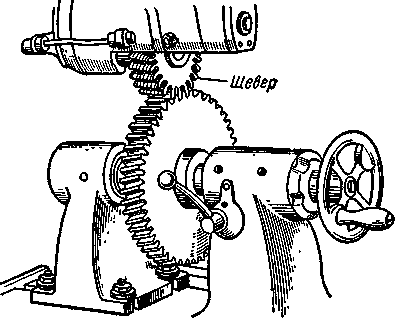 74.
Шевингование цилиндрического зубчатого
колеса дисковым шевером:
74.
Шевингование цилиндрического зубчатого
колеса дисковым шевером:
один ход стола в мм; К—коэффициент, учитывающий дополнительные калибрующие проходы; К = 1,1 -г- 1,2.
Окружная скорость вращения шевера при шевинговании зубчатых колес, изготовленных из стали спринимается около 100 м/мин. Продольная подача зубчатого колеса snp около 0,25 мм/об. Припуск под шевингование принимается по следующим данным (на сторону зуба):
Модуль в мм 2 3 4 5 6
Припуск в мм 0,03 0,04 0,05 0,055 0,06
Шевингование повышает точность предварительной обработки зубьев примерно на 1—2 степени точности.