

Шевингование за один проход
В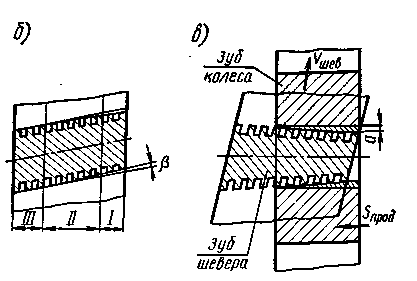 настоящее время в металлообработке все
большее распространение
получает способ шевингования зубчатых
колес средних модулей за
один проход шеверами специальной
конструкции. Зубья таких шеверов
имеют три группы зубчиков (рис. 174, б):
заборные /, режущие //
и калибрующие ///. Боковые поверхности
правой и левой сторон заборной
и режущей частей зубьев шевера составляют
с соответствующими
боковыми поверхностями калибрующей
части углы В.
настоящее время в металлообработке все
большее распространение
получает способ шевингования зубчатых
колес средних модулей за
один проход шеверами специальной
конструкции. Зубья таких шеверов
имеют три группы зубчиков (рис. 174, б):
заборные /, режущие //
и калибрующие ///. Боковые поверхности
правой и левой сторон заборной
и режущей частей зубьев шевера составляют
с соответствующими
боковыми поверхностями калибрующей
части углы В.
Такая конструкция шевера позволяет снимать весь припуск за один рабочий и один обратный (калибрующий) ход стола, осуществляемый при постоянном расстоянии между осями шевера и колеса.
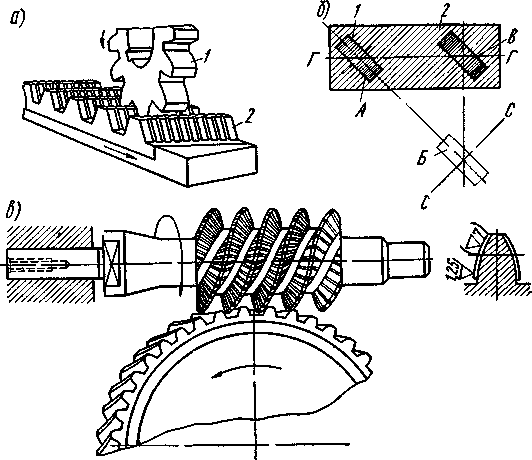
По второму способу шевингование производится при помощи специального инструмента другого вида — шевер-рей-к и (рис. 177, а), состоящей из отдельных зубьев с канавками, образующими режущие кромки на стороне каждого зуба. В процессе обработки стол станка с закрепленной на нем шевер-рейкой имеет возвратно-поступательное движение. Так же как и обычный (дисковый) шевер, шевер-рейка изготовляется с наклонными зубьями для обработки зубчатых колес с прямым зубом; для случая обработки зубчатых колес с косым зубом (с углом наклона около 15°) шевер-рейка имеет прямые зубья, расположенные перпендикулярно оси; в том и другом случае образуется винтовое зубчатое зацепление с обрабатываемым зубчатым колесом; обработка одного зубчатого колеса производится примерно за 15—20 двойных ходов стола.
На рис. 177, б показана схема, поясняющая осуществление продольного скольжения зубьев шевер-рейки по зубьям зубчатого колеса.
 После
каждого хода стола зубчатое колесо
перемещается в вертикальном
направлении вниз; таким образом,
осуществляется вертикальная
подача в пределах 0,025—0,04 мм.
После
каждого хода стола зубчатое колесо
перемещается в вертикальном
направлении вниз; таким образом,
осуществляется вертикальная
подача в пределах 0,025—0,04 мм.
Шевингование обычно производят со смазочно-охлаждающей жидкостью — сульфофрезолом или веретенным маслом. По причине высокой себестоимости инструмента, плохой вымываемости стружки из зубьев шевер-рейки, невозможности обработки бочкообразных зубьев шевингование шевер-рейки не имеет широкого применения.
Шевингование зубьев производится до термической обработки. Одним из основных преимуществ шевингования является возможность ограничиваться только нарезанием зубьев на зубофрезерных станках (с последующим шевингованием), не прибегая к чистовому нарезанию на зубодолбежных станках.
На рис. 177, в показана схема шевингования червячной шестерни специальным червяком-шевером
Новый метод отделки зубьев цилиндрических зубчатых колес
Рис.
178. Схема нового метода отделки зубьев
цилиндрических
зубчатых колес двумя косо-
з}быми
долбяками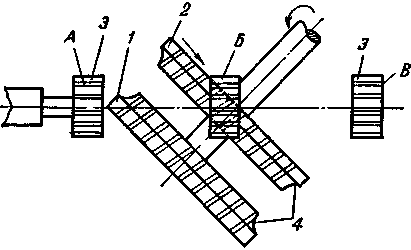 тделка
зубьев данным методом в отличие от
обычного шевингования производится
на станках типа зубофрезерных с жесткой
кинематической цепью. Новый процесс
отделки зубьев производится двумя
режущими инструментами /и.2(рис. 178),
представляющими собой подобие косозубых
долбяков, имеющих режущую часть с боковым
задним углом 2°.
Каждый
инструмент предназначен для обработки
только одной стороны зуба. Зубья каждого
долбяка сошлифованы на кругло-шлифовальном
станке по кривой 4
для
образования последовательных точек
контакта режущих кромок с зубьями
обрабатываемого зубчатого колеса.
Отделка зубьев происходит следующим
образом. Зубчатое колесо 3
из
исходного положения А
быстро
подводится в положение Б
к
режущему инструменту. Затем включается
подача и зубчатое колесо перемещается
в положение В.
После
реверсирования вращения инструмента
и зубчатого колеса последнее из положения
В
быстро
подводится к инструменту в положение
Б,
снова
включается подача и отделывается вторая
сторона зубьев.
тделка
зубьев данным методом в отличие от
обычного шевингования производится
на станках типа зубофрезерных с жесткой
кинематической цепью. Новый процесс
отделки зубьев производится двумя
режущими инструментами /и.2(рис. 178),
представляющими собой подобие косозубых
долбяков, имеющих режущую часть с боковым
задним углом 2°.
Каждый
инструмент предназначен для обработки
только одной стороны зуба. Зубья каждого
долбяка сошлифованы на кругло-шлифовальном
станке по кривой 4
для
образования последовательных точек
контакта режущих кромок с зубьями
обрабатываемого зубчатого колеса.
Отделка зубьев происходит следующим
образом. Зубчатое колесо 3
из
исходного положения А
быстро
подводится в положение Б
к
режущему инструменту. Затем включается
подача и зубчатое колесо перемещается
в положение В.
После
реверсирования вращения инструмента
и зубчатого колеса последнее из положения
В
быстро
подводится к инструменту в положение
Б,
снова
включается подача и отделывается вторая
сторона зубьев.
Качество поверхности зубьев получается, как после обычного шевингования, а производительность этого метода выше. Например, при скорости резания 46 м/мин, подаче s = 0,26 мм/об и снимаемом припуске 0,1 мм зубчатое колесо диаметром 120 мм с длиной зуба 40 мм после накатывания без предварительного зубонарезания отделывалось за 60 сек.
Применяемый при этом методе режущий инструмент проще по конструкции и значительно дешевле обычных шеверов; заточка инструментов выполняется на круглошлифовальном станке.
Шлифование зубьев зубчатых колес
Шлифование зубьев с эвольвентным профилем производится: 1) методом копирования при помощи фасонного круга с эвольвентным профилем; 2) методом обкатки.
Р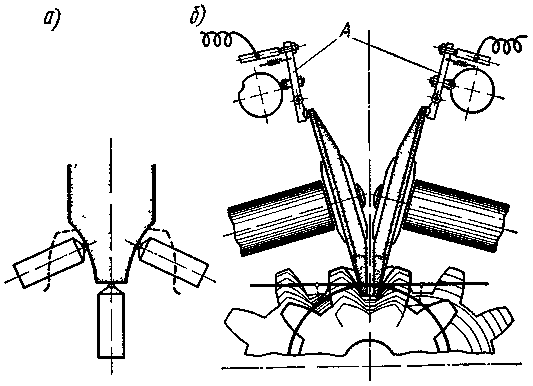 ис.
179. Зубошлифование:а
—
заправка тремя алмазами профиля
шлифовального круга, работающего
методом копирования, б—обработка
двумя тарельчатыми шлифовальными
кругами
ис.
179. Зубошлифование:а
—
заправка тремя алмазами профиля
шлифовального круга, работающего
методом копирования, б—обработка
двумя тарельчатыми шлифовальными
кругами
Станки, работающие по методу копирования, производят шлифование кругом, профиль которого соответствует впадине зубьев, аналогично дисковой модульной фрезе. Круг заправляется особым копировальным механизмом при помощи трех алмазов (рис. 179, а)Круг шлифует две стороны двух соседних зубьев. Для зубчатых колес с различными модулями и количеством зубьев надо иметь отдельные шаблоны для заправки круга алмазами. Такие станки применяются в массовом и крупносерийном, а иногда и в среднесерийном производстве.
При шлифовании зубьев по методу копирования в случае зубчатых колес с большим числом зубьев имеет место значительный износ шлифовального круга; если зубья шлифуются последовательно, то между первым и последним зубьями будет получаться наибольшая ошибка; для предотвращения этого рекомендуется повертывать зубчатое колесо не на один зуб, а на несколько; тогда влияние изнашивания шлифовального круга не будет давать большой ошибки между соседними зубьями. Достигаемая этим методом точность 0,010—0,015 мм.
Станки, работающие по методу копирования, получили довольно широкое распространение благодаря значительно большой производительности по сравнению со станками, работающими по методу обкатки; однако эти станки дают меньшую точность.
Метод обкатки осуществляется на зубошлифовальных станках с двумя тарельчатыми кругами, расположенными один по отношению к другому под углом 30 и 40° или образующими как бы профиль расчетного зуба, по которому и происходит обкатка зубчатого колеса (рис. 179, б). В процессе работы шлифуемое зубчатое колесо перемещается в направлении, перпендикулярном своей оси, одновременно поворачиваясь вокруг этой оси.
Помимо этого, шлифуемое зубчатое колесо имеет возвратно-поступательное движение вдоль своей оси, что обеспечивает шлифование профиля зуба по всей его длине.
Для шлифования одно или набор из нескольких зубчатых колес закрепляется в оправке, которая крепится в центрах бабок, расположенных на столе станка; стол имеет возвратно-поступательное движение на величину, равную суммарной ширине зубчатых колес, увеличенной на вход и выход шлифовального круга. Автоматический поворот зубчатого колеса на один зуб происходит после одно-, двукратного прохождения зубчатого колеса под шлифовальным кругом. Припуск на шлифование составляет 0,1—0,2 мм на толщину зуба и снимается за два прохода или более.
Тарельчатые круги шлифуют зубья узкой полоской в 2—3 мм, поэтому давление и нагрев незначительны, что повышает точность шлифования. Для предотвращения погрешностей, связанных с изнашиванием шлифовальных кругов, станки снабжаются специальными приспособлениями для автоматической регулировки их.
На таких станках рекомендуется шлифовать узкие зубчатые колеса, т. е. имеющие зубья небольшой длины. Отсутствие продольной подачи, а следовательно, и потери времени на врезание кругов значительно повышают производительность этого метода по сравнению с предыдущим. Применяется также шлифование зубьев методом обкатки одним дисковым кругом, представляющим как бы зуб рейки (рис. 180, а). Шлифуемое зубчатое колесо имеет обкаточное движение и продольную подачу вдоль зуба. После обработки одного зуба зубчатое колесо поворачивается для обработки следующего зуба
Для окончательной отделки поверхности прямых, косых и криволинейных зубьев цилиндрических зубчатых колес начинают применять хонингование. Хон изготовляют в виде геликоидального зубчатого колеса из пластмассы, пропитанной мелкозернистым абразивом.
Хонингуемое зубчатое колесо, находясь в зацеплении с хоном (без зазора), совершает реверсируемое вращение (попеременно в обе стороны) и возвратно-поступательное движение вдоль своей оси.
Хонингование всех зубьев зубчатых колес модулем 2—3 мм, с числом зубьев 30—40 производится за 30—40 сек при обильном охлаждении керосином.
Припуск под хонингование составляет 0,02—0,05 мм на сторону зуба. Станки для хонингования зубьев зубчатых колес во многом аналогичны станкам для шевингования без устройства для радиальной подачи.
Притирка зубьев зубчатых колес
Притирка широко применяется для чистовой, окончательной отделки зубьев после их термической обработки вместо шлифования, которое является операцией сравнительно малопроизводительной. Притирка получила большое распространение в тех отраслях машиностроения, где требуется изготовление точных зубчатых колес (автомобилестроение и др.). Процесс притирки заключается в том, что обрабатываемое зубчатое колесо вращается в зацеплении с чугунными шестернями-притирами, приводимыми во вращение и смазываемыми пастой, состоящей из смеси мелкого абразивного порошка с маслом. Помимо этого обрабатываемое зубчатое колесо и притиры имеют в осевом направлении возвратно-поступательное движение друг относительно друга: такое движение ускоряет процесс обработки и повышает ее точность. Большей частью движение в осевом направлении придается притираемому зубчатому колесу.
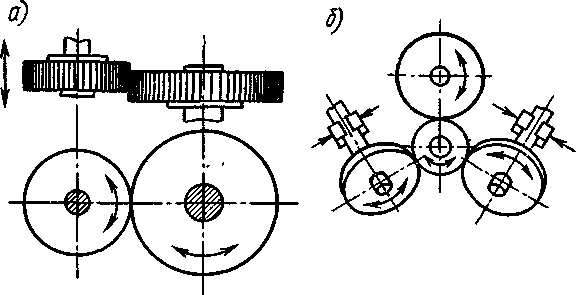
Рис. 182. Схемы притирки зубьев цилиндрических зубчатых колес а — с параллельными осями притирок, б — со скрещивающимися осямипритирок Притирочные станки изготовляются с параллельными (рис. 182, а) и-со скрещивающимися (рис. 182, б) осями притиров. Наибольшее распространение получили притирочные станки, работающие со скрещивающимися осями притиров, устанавливаемых под разными углами; один притир часто устанавливается параллельно оси обрабатываемого зубчатого колеса. При таком расположении притиров зубчатое колесо работает, как в винтовой передаче, и путем дополнительного осевого перемещения притираемого зубчатого колеса притирка происходит равномерно по всей боковой поверхности зуба. Притираемое зубчатое колесо получает вращение попеременно в обе стороны для равномерной притирки обеих сторон зуба, а необходимое давление на боковой поверхности зубьев во время притирки создается гидравлическими тормозами, действующими на шпиндели притиров.
Притирка дает поверхности высокого качества, она сглаживает неровности и шероховатости и придает зеркальный блеск поверхности, значительно уменьшая шум и увеличивая плавность работы зубчатых колес. Притирка дает лучшую по качеству поверхность зубьев, чем шлифование, но при условии правильного изготовления зубчатого колеса, так как притиркой можно исправить лишь незначительные погрешности; при наличии же значительных погрешностей зубчатые колеса необходимо сначала шлифовать, а затем притирать.
Поэтому наиболее рациональным надо считать следующий порядок обработки зубчатых колес: 1) операции, предшествующие нарезанию зубьев; 2) нарезание зубьев; 3) шевингование зубьев; 4) термическая обработка; 5) притирка зубьев.