

7. Технология обработки плоских поверхностей фрезерованием и протягиванием.
При фрезеровании поверхность обрабатывается не однолезвийным инструментом — резцом, как при строгании, а многолезвийным вращающимся инструментом — фрезой. Подача осуществляется путем перемещения обрабатываемой детали, закрепленной на столе станка. Фреза получает вращение от шпинделя станка.Плоские поверхности можно фрезеровать торцовыми и цилиндрическими фрезами. Фрезерование торцовыми фрезами более производительно, чем цилиндрическими. Это объясняется тем, что при торцовом фрезеровании происходит одновременное резание металла несколькими зубьями, причем возможно применение фрез большого диаметра с большим числом зубьев. Фрезерование цилиндрическими фрезами производится двумя способами. Первый способ — встречное фрезерование (рис. 124, а), когда вращение фрезы направлено против подачи; второй способ — попутное фрезерование (рис. 124, б), когда направление вращения фрезы совпадает с направлением подачи. При первом способе фрезерования толщина стружки постепенно увеличивается при резании металла каждым зубом фрезы, достигая величины агаах. Перед началом резания происходит небольшое проскальзывание режущей кромки зуба по поверхности резания, что вызывает наклеп обработанной поверхности лучше, чем при первом, Но при втором способе фрезерования зуб фрезы захватывает металл сразу на полную глубину резания и, таким образом, резание происходит с ударами. Ввиду этого второй способ фрезерования можно применять только для работы на станках с большой жесткостью конструкции и устройством для устранения зазоров в механизмах подачи. По этой причине первый способ фрезерования применяется чаще, чем второй.
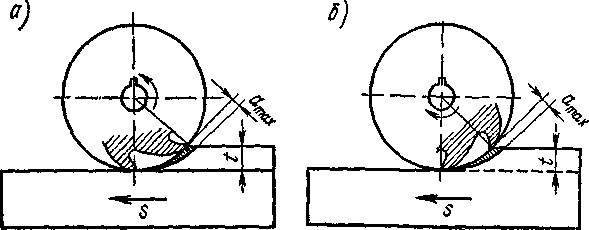
Рис. 124. Схемы фрезерования:
а — встречное, б — попутное
На горизонтально-фрезерных и вертикально-фрезерных станках можно устанавливать на стол станка одну деталь или несколько деталей рядами, обрабатывая их одновременно или последовательно фрезами, закрепленными в приспособлении.
На рис. 126, а показано фрезерование деталей торцовой фрезой на вертикально-фрезерном станке так называемым методом маятниковой подачи (подача в обе стороны); при этом вспомогательное время затрачивается только на передвижение стола 3 на длину расстояния между деталями. Применение этого метода может значительно повысить производительность станка. Скорость фрезерования ТС-200-300 м/мин, подача на зуб- 0,1-0,25 мм/зуб, точность-8-9 квалитет, Ra=2,5-1,25 мкм.
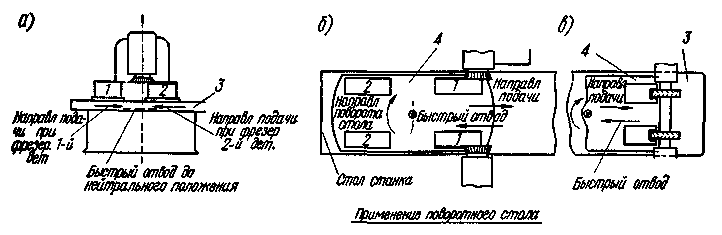
Рис. 126. Производительные методы фрезерования:
1 и 2 — обрабатываемые детали, 3 — стол станка; 4— поворотный стол
Протягивание наружных плоских поверхностей (как и фасонных) благодаря высокой производительности и низкой себестоимости обработки находит все большее применение в крупносерийном и массовом производстве; этот метод экономически выгоден, несмотря на высокую себестоимость оборудования и инструмента. Многие операции вместо фрезерования выполняются посредством наружного протягивания. К числу таких операций относится протягивание пазов, канавок, плоскостей блоков двигателей и других деталей, зубьев шестерен и т. д. При обработке протягиванием наружных черных (предварительно не обработанных) поверхностей за один ход протяжки достигаются высокая точность и чистота поверхности. В процессе обработки каждый режущий зуб протяжки снимает слой металла, составляющий часть припуска, а калибрующие зубья зачищают поверхность, при этом они долго не теряют своей режущей способности и формы.
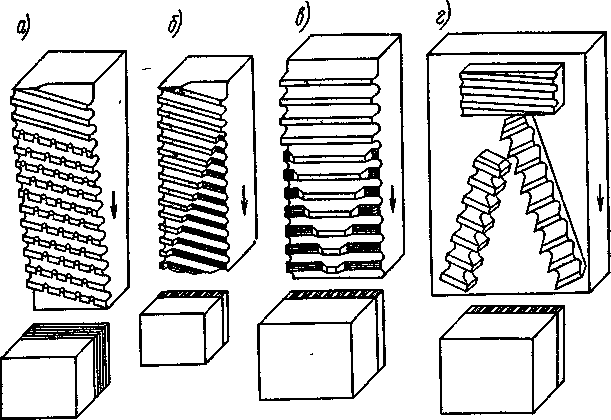
Рис. 129. Схемы плоских протяжек:
а — обычные; 6, в, г — прогрессивные
При обработке черных поверхностей поковок и отливок более целесообразно применять не обычные плоские протяжки (рис. 129, а), а прогрессивные (рис. 129, б, в, г). У обычных плоских протяжек каждый зуб снимает стружку по всей ширине обрабатываемой поверхности; поэтому при обработке черной поверхности, имеющей корку, первые зубья протяжки быстро тупятся или выкрашиваются. У прогрессивных протяжек режущие зубья делают переменной ширины, постепенно увеличивающейся, и каждый режущий зуб срезает металл не по всей ширине обрабатываемой поверхности, а полосой, причем ширина этих полос с каждым зубом увеличивается, и только калибрующие зубья зачищают обрабатываемую поверхность по всей ее ширине. Для обработки наружным протягиванием широких плоскостей (более 50 мм) устанавливают несколько протяжек рядом. Протягивание наружных поверхностей производится большей частью на вертикально-протяжных станках — полуавтоматах и автоматах.