

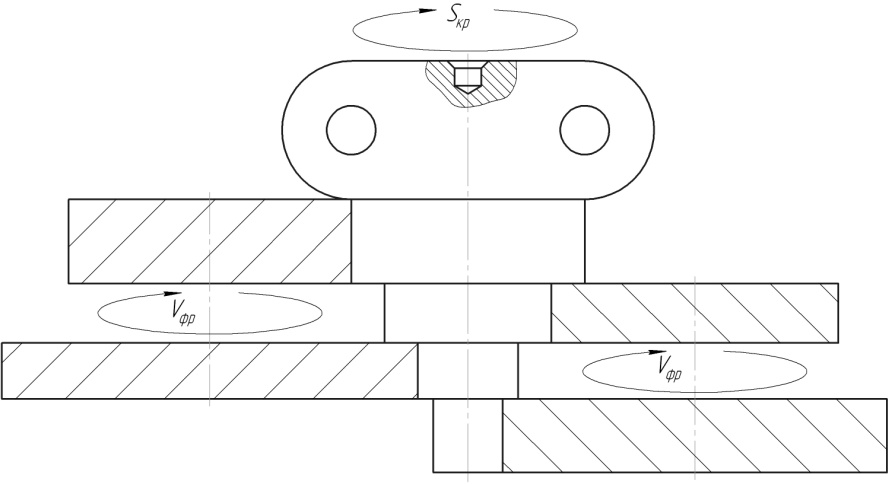
10. Обработка валов фрезерованием
Обработка на модернизированных вертикально-фрезерных станках является более производительной, так как при использовании одного комплекта фрез необходимо повернуть деталь на 370˚, а при использовании двух комплектов фрез – на 185˚, чтобы не было заусенцев. Данная схема позволяет обрабатывать нежёсткие детали, т. к. силы резания уравновешивают друг друга.
11. Особенности контроля деталей типа валов.
Рассмотрим особенности контроля валов на примере коленчатых валов.Коленчатые валы неоднократно проверяют в процессе их изготовления после наиболее ответственных операций.При окончательном контроле обычно проверяют:1) диаметр шеек, фланца и конца вала;2) биение шеек и торцов фланца относительно крайних коренных шеек;3) длину коренных и шатунных шеек, взаимное их расположение по длине между собой, их расстояние от базового торца и толщину фланца;4) угловое расположение всех кривошипов;5) радиус кривошипа;6) расположение осей установочных отверстий относительно оси первой коренной шейки;7) размеры и положение оси шпоночной канавки от плоскости первой шатунной шейки;8) диаметр отверстия под подшипник во фланце и его биение относительно торца фланца или задней коренной шейки;9) шейку под маховик.В заключение осматривают наружную поверхность с целью обнаружения на шейках царапин, трещин, заусенцев и т. д.Для измерения диаметров шеек применяют скобы с микроиндикаторами, индикаторные приспособления или пневматические скобы.В мелкосерийном пр-ве испльз универс. ср-ва, в массовом-предельные калибры в виде скоб, контроль расположения пов-тей производ. Контрольными приспособлениями(для сложных валов), в сложных случаях –измерит. машины.
12. Технические условия на обработку деталей типа втулок, дисков и шестерен, их конструктивные формы и заготовки.
Детали, имеющие форму тел вращения, можно разбить на три класса: валы, втулки и диски.
К классу «валов» относятся валы, валики, оси, пальцы, цапфы и т. п. Эти детали образуются в основном наружной поверхностью вращения — цилиндрической, иногда конической — и несколькими торцовыми поверхностями.
К классу «втулок» относятся втулки, вкладыши, гильзы, буксы и т. п. Эти детали характеризуются наличием наружной и внутренней цилиндрических поверхностей.
В класс «диски» входят диски, шкивы, маховики, кольца, фланцы и т. п., т. е. такие детали, у которых длина (ширина) значительно меньше диаметра и, значит, большие торцовые поверхности.
13. Особености обработки сверлением, зенкерованием и развертыванием отверстий в деталях.
Отверстия в деталях машин бывают цилиндрические, ступенчатые, конические, фасонные.Под ступенчатыми подразумевают отверстия разных диаметров, расположенные на одной оси последовательно одно за другим.Отверстия могут быть открытыми с двух сторон или с одной стороны; последние называются глухими.В деталях машин чаще всего встречаются отверстия цилиндрические.
Обрабатывать отверстия можно снятием и без снятия стружки. Снимать стружку можно лезвийным и абразивным инструментом или абразивным порошком.Лезвийным инструментом можно вести сверление, зенкерование, развертывание, растачивание, в частности тонкое (алмазное) растачивание, протягивание.Абразивным инструментом осуществляют шлифование, хонингование, суперфиниширование (суперфиниш); абразивным порошком— притирку (доводку).Обработка отверстий без снятия стружки производится калиброванием при помощи выглаживающих прошивок и шариков, а также раскатыванием.
Э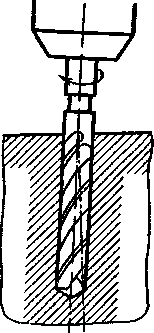 ффективным
методом изготовления отверстий является
пробивание
их в штампах.При сверлений отверстий
на сверлильных станках вращается
инструмент
(сверло); при сверлении на токарных
станках (а также на станках для глубокого
сверления) обычно вращается обрабатываемая
деталь.При
сверлении отверстий с вращением
инструмента увод сверла от нужного
направления оси отверстия больше (рис.
71), чем при сверлении с вращением детали.
Для уменьшения увода сверла при обработке
на сверлильных станках применяют
кондукторы с направляющими (кондукторными)
втулками.Скорость
сверления -<36м/мин.Отверстия
диаметром больше 30 мм
в
сплошном материале обычно сверлят
двумя сверлами (первое меньшего и второе
большего диаметра с
целью уменьшения осевой силы и
предотвращения значительного увода
сверла от намеченного направления).При
изготовлении отверстий диаметром больше
30 мм
и точностью 11-12 кв.
применяют зенкер(ТС-50-175 м/мин, подача
0.3-0,6мм/об, БС-до40 м/мин) и развертку, а
для диаметров менее 30 мм
после
сверла — только развертку(БС-2-15 м/мин.
Подача 0,3-0,12 мм/об. ТС-0.35-1.25 мм/об, 2-15
м/мин). При изготовлении отверстий
диаметром от 15 до 20 мм
шероховатости
после сверла применяют зенкер
и развертку; для диаметров больше 20 мм
после
сверла и зенкера применяют одну или две
развертки точность 6-7 кв., Ra=2,5-0,63
мкм (черновую и чистовую).Сверла
разделяются на нормальные, для глубокого
сверления, специальные.
ффективным
методом изготовления отверстий является
пробивание
их в штампах.При сверлений отверстий
на сверлильных станках вращается
инструмент
(сверло); при сверлении на токарных
станках (а также на станках для глубокого
сверления) обычно вращается обрабатываемая
деталь.При
сверлении отверстий с вращением
инструмента увод сверла от нужного
направления оси отверстия больше (рис.
71), чем при сверлении с вращением детали.
Для уменьшения увода сверла при обработке
на сверлильных станках применяют
кондукторы с направляющими (кондукторными)
втулками.Скорость
сверления -<36м/мин.Отверстия
диаметром больше 30 мм
в
сплошном материале обычно сверлят
двумя сверлами (первое меньшего и второе
большего диаметра с
целью уменьшения осевой силы и
предотвращения значительного увода
сверла от намеченного направления).При
изготовлении отверстий диаметром больше
30 мм
и точностью 11-12 кв.
применяют зенкер(ТС-50-175 м/мин, подача
0.3-0,6мм/об, БС-до40 м/мин) и развертку, а
для диаметров менее 30 мм
после
сверла — только развертку(БС-2-15 м/мин.
Подача 0,3-0,12 мм/об. ТС-0.35-1.25 мм/об, 2-15
м/мин). При изготовлении отверстий
диаметром от 15 до 20 мм
шероховатости
после сверла применяют зенкер
и развертку; для диаметров больше 20 мм
после
сверла и зенкера применяют одну или две
развертки точность 6-7 кв., Ra=2,5-0,63
мкм (черновую и чистовую).Сверла
разделяются на нормальные, для глубокого
сверления, специальные.
К нормальным относятся сверла спиральные, перовые, центровочные.Для глубокого сверления применяются сверла особой конструкции. Сверло состоит из штанги длиной до 1,5—2,0 м (в зависимости от длины отверстия), имеющей две канавки для отвода стружки и две канавки для трубок, подводящих охлаждение с большим давлением для удаления стружки. На конце штанги закрепляется клином с винтами специальная режущая пластина из быстрорежущей стали или оснащенная твердым сплавом; на режущих кромках пластины делаются канавки для разламывания и размельчения стружки; кроме того, эти канавки облегчают удаление стружки охлаждающей жидкостью. Такие сверла применяются для отверстий диаметром от 30 мм и более.Зенкеры диаметром более 30 мм часто изготовляют со вставными ножами, имеющими рифленую поверхность для закрепления. После переточек ножи можно переставлять, что увеличивает срок их работы.Развёртки разделяются на ручные и машинные и изготовляются цельными и раздвижными.Ручные развертки имеют длинные зубья и длинную коническую заточенную часть, называемую заборной. Машинные цельные развертки применяются для отверстий диаметром до 30 мм. Для отверстий диаметром более 30 мм в целях экономии режущего инструментального материала применяются насадные развертки. Развертки раздвижные применяются для диаметров от 25 до 100 мм. большое распространение имеют развертки со вставными ножами, применяемые для диаметров от 35 до 150 мм.При работе чистовыми развертками на токарных и револьверных станках применяются качающиеся оправки, которые компенсируют несовпадение оси отверстия и направления.