

16.Качество и основные показатели качества поверхностных слоев деталей, шероховатость и волнистость поверхности детали и параметры их оценки.
Качество продукции- это совокупность свойств продукции, которая обуславливают ее пригодность удовлетворять определенным потребностям изделия в связи с его назначением.Качество продукции машиностроения – это качество прежде всего поверхностных слоев детали из которых состоит машина или механизм, ибо посадки, зазоры, коррозионная стойкость прочность детали прямо связана с поверхностными слоями детали.Под качеством поверхности в общем плане следует понимать совокупность всех служебных свойств поверхностных слоев.Качество поверхности детали определяется показателями:А) геометрические параметры (отклонения от правильной геометрической формы: овальность, конусность, бочкообразность и т.д.; пространственные отклонения- неперпендикулярность, не параллельность, не плоскостность и т.д.; биения; волнистость поверх.; шероховатость поверх.; направления обработанных штрихов: сеточка после хонингования и т.д Б) показатели физико-механических свойств поверхностного слоя (структура, микротвердость, микроструктура, усталостная прочность, степень и глубина наклепа, внутрен. напряжение) Следует различать микрогеометрию поверхности, т.е. шероховатость, макрогеометрию поверхности- конусность, овальность и т.д.Волнистость поверхности, т.е наличие периодически повторяющихся, примерно одинаковых волнообразных отклонений. Волнистость поверхности детали возникает при обработке вследствие вибрации технолог. системы станок – приспособление – инструмент - деталь, неравномерности процесса резания, биения режущего инструмента и других причин.
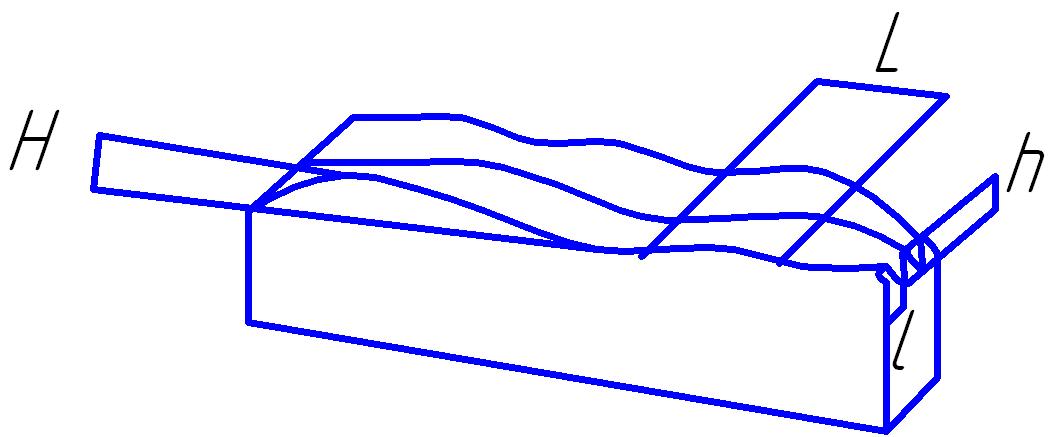
L/H≤50 – то такую геометрию поверхности относ. к шероховатости
50<L/H≤1000- …… к волнистости
L/H ≥1000- …. к макрогеометрическим отклонениям
Шероховатость поверхности харак. ГОСТ 125142-82
Шероховатость- совокупность неровностей соотносительно малыми шагами на базовой длине
Основные показатели шероховатости:
Ra- среднегеометрическое отклонение профиля поверхности
Rz- высота неровностей профиля поверхности по десяти точкам( вершинам)
Rmax- наибольшая высота профиля поверхности
Sm- средний шаг неровности
tp- относительно опорная длина профиля
Поверхности обработанные металлорежущими инструментами имеют шероховатость различного характера: продольную – в направлении векторной скорости резания и поперечную – в направлении, перпендикулярном указанному вектору, т.е в направлении подачи.
17 Технологические факторы, влияющие на качество и шероховатость поверхности детали
К числу многих факторов от которых зависит качество обрабатываемой поверхности, относятся:
Род и свойства обрабатываемого материала;
Способ обработки (точение, строгание, шлифование и т.д)
Режимы резания металла ( скорость резания, подача, глубина резания)
Жесткость системы станок- приспособление- инструмент- деталь
Геометрические параметры инструмента
Материал инструмента
Охлаждение в процессе резания
Образование нароста - интегрир. физическое явление, связанное с величиной подачи, свойств обрабатываемого материала и скорости резания
Для получения низк шероховатостей (V=2-12м/мин)- конструк.сталь. Надо применять СОЖ для предотвращения образования нароста.Скорость резания в зависимости от материалов по разному влияет на шероховатость. С увеличением скорости резания шероховатость поверхности у хрупких материалов уменьшается. У легкоплавких металлов при увеличении скорости шероховатость вначале уменьшается , а затем резко возрастает из-за значительного нагрева и оплавления поверхности. У конструкционных углеродистых сталей шероховатость вначале увеличивается, а затем при достижении скорости 20-30 м/мин начинает уменьшатся и при скоростях более 70м/мин практически остается постоянной. При шлифовании шероховатость при увел. скорости уменьшается.В общем случае при увеличении подачи шерох. увеличивается. При точении углеродистых сталей изменение подачи в диапазоне 0,05-0,1мм/об практически не влияет на шероховатость. При увел. подачи свыше 0,1 мм/об шероховатость возрастает по закону параболы.Глубина резания при обработке лезвийным инструментом практически не оказывает влияние на шероховатость. При шлифовании шерох. возрастает с увеличением глубины резания.Форма резца оказывает значительное влияние на шероховатость. Увеличение главного и вспомогательного углов в плане приводит к росту шероховатости.Жесткость системы СПИД оказывает заметное влияние на шероховатость: с уменьшением ее шерох. возрастает. Чем больше вибрация системы СПИД, тем значительнее высота неровностей.Применение смазочно-охлаждающей жидкости приводит к снижению шероховатости. При использовании минеральных осерненных и растительных масел высота микронеровностей уменьшается на 25-40%.