

24 Обработка шлифованием внутренних поверхностей деталей
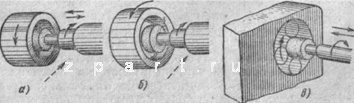
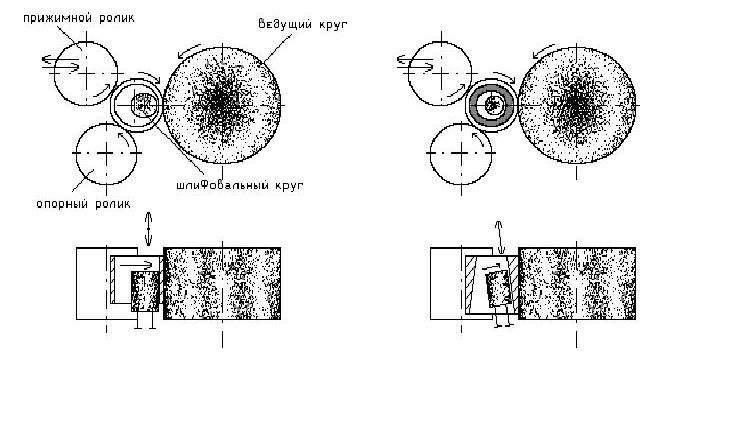
Шлифование применяют в основном для окончательной обработки отверстий в закаленных деталях и деталях с поверхностями неравномерной твердости, когда отверстие нельзя обработать другим способом (тонкостенных деталях, глухих отверстиях, шлицевых и шпоночных канавках и т. п.). Различается шлифование отверстий во вращающейся (рис. 30, а, б), в неподвижной (рис. 30, в) деталях и бесцентровое шлифование. Сущность процесса ясна из рисунка и заключается в относительном перемещении детали или вращающегося шлифовального круга в продольном и поперечном направлениях и снятии при этом слоя стружки с внутренней поверхности обрабатываемой детали.
В случаях, когда по техническим условиям требуется высокая точность обрабатываемой поверхности, когда ее невозможно достичь шлифованием, прибегают к отделочно-доводочным операциям: притирке, хонингованию, полированию и т. п.
25 Финишная обработка деталей хонингованием и суперфинишированием.
Хонингование находит широкое применение для обработки внутренних открытых и полуоткрытых цилиндров после протягивания, развертывания, растачивания, шлифования на пятом этапе деталей из стали, чугуна, цветных сплавов и труднообрабатываемых материалов. Хонингование ведется на вертикальных хонинговальных станках, где обрабатывающим инструментом служит разжимная головка - хон, несущая по окружности абразивные (или алмазные) бруски. Бруски с помощью механизма головки разжимаются в радиальных направлениях. Хон связывают со шпинделем станка не жестко, а шарнирно, чтобы он мог самоустанавливаться по обрабатываемому отверстию детали, закрепленной на столе станка. Во время обработки применяют обильное охлаждение керосином с примесью минерального масла (рис 27).
С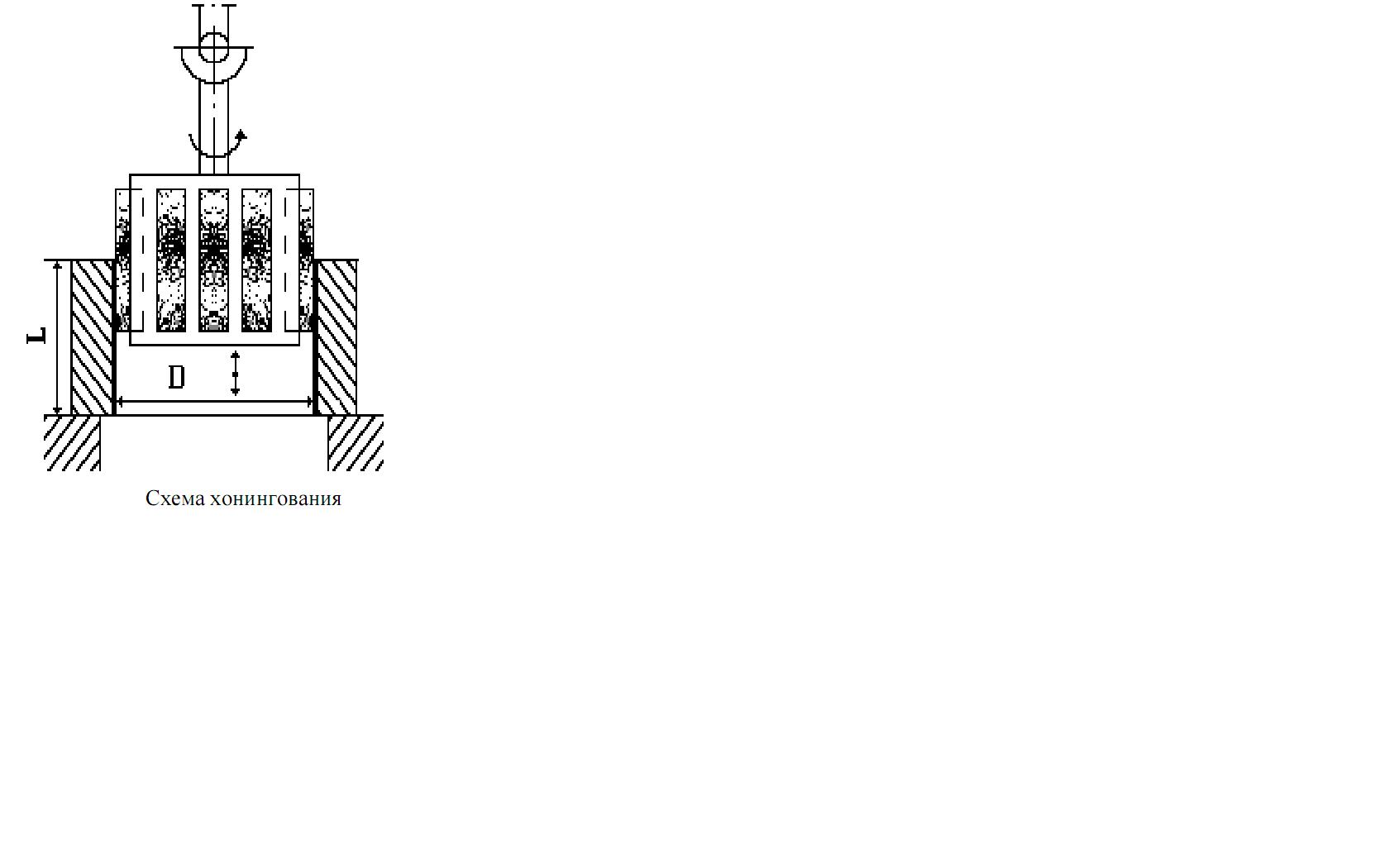 ложные
движения брусков обеспечивают большую
площадь контакта (число зерен, одновременно
участвующих в резании, в 500-1000 раз больше,
чем при шлифовании), что обуславливает
высокую производительность, а малое
давление брусков (в 6-10 раз меньше, чем
при шлифовании) позволяет срезать очень
тонкие слои металла (до 0,005 мм) и
обеспечивает получение шероховатости
11-12 класса. Обычная длительность
хонингования 1-5 мин. Как всякий процесс
с самоустанавливающимся инструментом
хонингование нейтрально по отношению
ко второй характеристике точности.
Поэтому заданная точность положения
отверстия всегда должна быть достигнута
уже до хонингования. Хонинговать
отверстие с L<D/2
затруднительно, так как головка плохо
самоустанавливается по отверстию. В
связи с этим применяют вместо шарнирного
- жесткое закрепление головки,
самоустановление обеспечивают
закреплением детали на
столе,
плавающем в радиальных направлениях.
ложные
движения брусков обеспечивают большую
площадь контакта (число зерен, одновременно
участвующих в резании, в 500-1000 раз больше,
чем при шлифовании), что обуславливает
высокую производительность, а малое
давление брусков (в 6-10 раз меньше, чем
при шлифовании) позволяет срезать очень
тонкие слои металла (до 0,005 мм) и
обеспечивает получение шероховатости
11-12 класса. Обычная длительность
хонингования 1-5 мин. Как всякий процесс
с самоустанавливающимся инструментом
хонингование нейтрально по отношению
ко второй характеристике точности.
Поэтому заданная точность положения
отверстия всегда должна быть достигнута
уже до хонингования. Хонинговать
отверстие с L<D/2
затруднительно, так как головка плохо
самоустанавливается по отверстию. В
связи с этим применяют вместо шарнирного
- жесткое закрепление головки,
самоустановление обеспечивают
закреплением детали на
столе,
плавающем в радиальных направлениях.
Суперфиниширование возникло как процесс отделочной обработки, рассчитанной исключительно на уменьшение и без того малой шероховатости поверхности, полученной после тщательного шлифования. Этот метод на пятом этапе позволяет получить 11-14 класс шероховатости в условиях малого производства.
При суперфинишировании внешних открытых и полуоткрытых цилиндров осуществляются следующие рабочие движения: вращение детали, короткие продольные колебательные движения брусков и продольное перемещение головки с брусками вдоль обрабатываемой детали (рис. 28).
О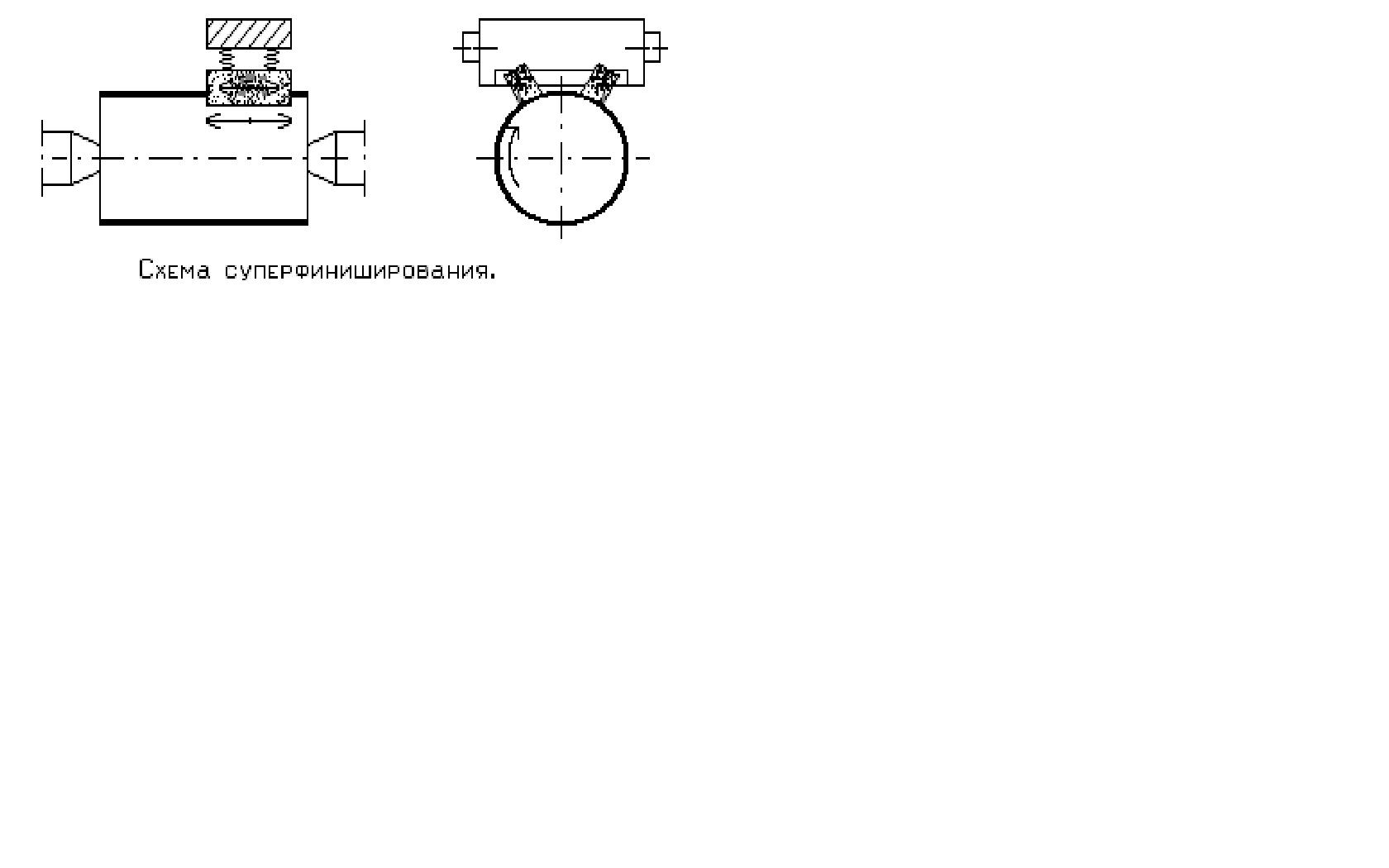 бработку
ведут в присутствии смазки (смесь
керосина с маслом). Несмотря на малое
давление брусков, слои смазки легко
прорывается остриями неровностей
поверхности, вследствие чего обработка
идет в начале особенно интенсивно, но
вскоре прекращается. При суперфинишировании
снимается слои металла толщиной
0,005-0,0075 мм, следовательно, припуск на
отделку возможно обеспечить лишь за
счет некоторого ужесточения допуска
на шлифование перед отделкой. Величина
получаемой шероховатости сильно зависит
от шероховатости до отделки и должна
быть не ниже 9-10 класса. Операцию
суперфиниширования выполняют на станках,
называемых суперфинишными, а также на
станках определенного назначения,
например, станках для отделки шеек
валов.
бработку
ведут в присутствии смазки (смесь
керосина с маслом). Несмотря на малое
давление брусков, слои смазки легко
прорывается остриями неровностей
поверхности, вследствие чего обработка
идет в начале особенно интенсивно, но
вскоре прекращается. При суперфинишировании
снимается слои металла толщиной
0,005-0,0075 мм, следовательно, припуск на
отделку возможно обеспечить лишь за
счет некоторого ужесточения допуска
на шлифование перед отделкой. Величина
получаемой шероховатости сильно зависит
от шероховатости до отделки и должна
быть не ниже 9-10 класса. Операцию
суперфиниширования выполняют на станках,
называемых суперфинишными, а также на
станках определенного назначения,
например, станках для отделки шеек
валов.