

Строгание
На рис. 150, а показано строгание смазочных канавок на направляющих поверхностях детали 2 при помощи копира 1, установленного на столе 3 продольно-строгального станка.
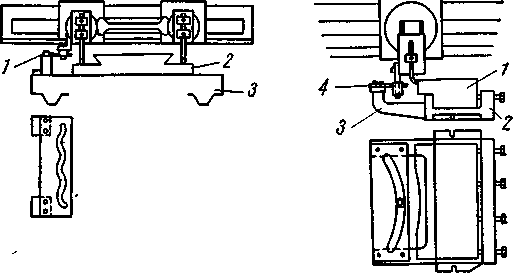
Рис. 150 Строгание фасонных поверхностей по копиру:
а — установленному на столе станка; б — закрепленному на кронштейне
На рис. 150, б показано строгание вогнутой поверхности на детали / при помощи копира 4, закрепленного на кронштейне 3 приспособления 2, установленного на столе продольно-строгального станка.
Протягивание
В крупносерийном и массовом производстве некоторые фасонные поверхности обрабатываются протяжками.
В массовом производстве мелких и средних деталей фасонные поверхности можно обрабатывать на карусельно и тоннельно-протяж-ных станках, обладающих весьма большой производительностью
Обработка фасонных поверхностей шлифованием
Шлифование фасонных поверхностей производится фасонными шлифовальными кругами, а также при помощи копиров, по которым перемещаются обрабатываемые детали или шлифовальный круг.
На рис. 152, а показано шлифование шаровой поверхности фасонным кругом с поперечной подачей. Соответствующий профиль круга получается при помощи алмаза, вращающегося в специальном приспособлении.
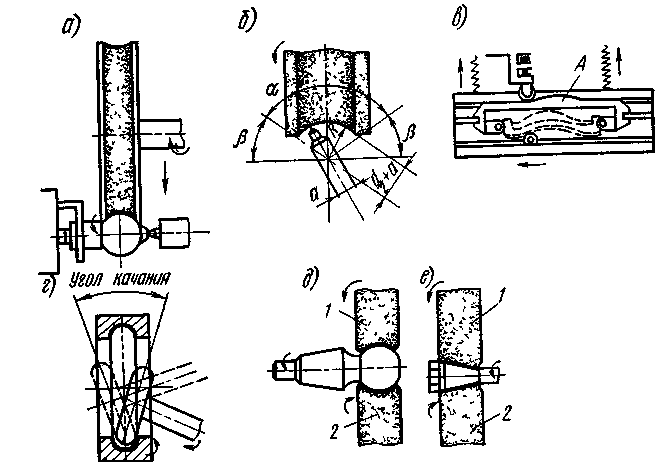
а —фасонным кругом с поперечной подачей, б — профилирование шлифовального круга по радиусу, в — вогнутой поверхности по копиру г — беговой дорожки шарикоподшипника, д и е — на бесцентрово шлифовальных станках
На рис. 152, в показано шлифование вогнутой поверхности при помощи копира Л, который перемещает деталь в поперечном направлении при продольной подаче стола.
Беговая дорожка (рис. 152, г) наружного кольца шарикоподшипника, закрепленного в патроне, шлифуется путем качательного движения круга вокруг центра, совпадающего с центром окружности, образующей профиль шлифуемого желоба, т. е. радиус качения равен радиусу желоба. Таким же способом можно шлифовать сферическую поверхность любого радиуса.
Фасонные поверхности можно шлифовать и на бесцентрово-шлифо-вальных станках (рис. 152, д, е); здесь / — шлифовальный круг; 2 — ведущий круг. Шлифование фасонных поверхностей возможно также с помощьюабразивных лент.
20 Сверлильные станки с чпу
Вертикально-сверлильные станки с ЧПУ в отличие от аналогичных станков с ручным управлением оснащены крестовыми столами, автоматически перемещающими заготовку по осям Хи Y, в результате чего отпадает необходимость в кондукторах или в ее предварительной разметке.
Автоматизированные перемещения рабочих органов сверлильных станков по осям Хи Yобеспечивают выполнение обработки отверстий и фрезерования.
Сверлильные станки оснащают позиционными УЧПУ, позволяющими автоматически установить рабочие органы в позицию, заданную программой. Режущий инструмент на сверлильных станках с УЧПУ закрепляют непосредственно в коническом отверстии шпинделя или с помощью промежуточных втулок и оправок.
Общий вид вертикально-сверлильного станка модели 2Р135Ф2-1, оснащенного ЧПУ, показан на рис. 8.6. На основании 1 смонтирована колонна 10, по прямоугольным вертикальным направляю щим которой перемещается суппорт 4, несущий револьверную головку 3. На колонне 10 смонтированы коробки скоростей 5 и редуктор подач 6. Салазки 2 крестового стола перемещаются по горизонтальным направляющим основания 7, а верхняя часть 1] стола — по направляющим салазок. С правой стороны станка расположены шкаф 8 с электрооборудованием и УЧПУ 9. Станок имеет подвесной пульт 7 управления.
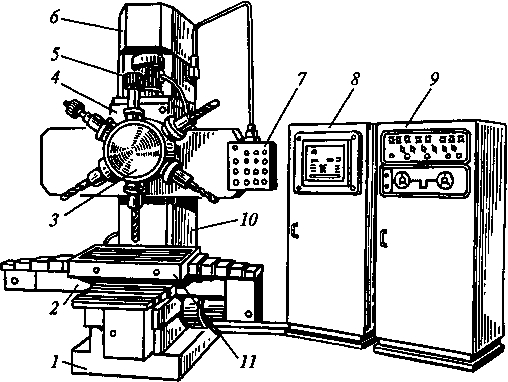
Рис. 8.6. Вертикально-сверлильный станок с ЧПУ:
1 — основание; 2 — салазки стола; 3 — револьверная головка; 4 — суппорт; 5 —
коробка скоростей; 6 — редуктор подач; 7 — подвесной пульт управления; 8 —
шкаф электрооборудования; 9 — устройство ЧПУ; 10 — колонна; 11 — стол
• при сверлении сквозных отверстий в заготовках необходимо обращать внимание на способ их закрепления; если заготовка крепится на столе, то нужно установить ее на подкладку, чтобы обеспечить свободный выход сверлу после окончания обработки;
• сверло следует подводить к заготовке только после включения вращения шпинделя так, чтобы при касании поверхности заготовки нагрузка на него была небольшой, иначе могут быть повреждены режущие кромки сверла;
• не следует останавливать вращение шпинделя, пока сверло находится в обрабатываемом отверстии. Сначала надо вывести сверло, а затем прекратить вращение шпинделя или остановить станок, в противном случае сверло может быть повреждено;
• в случае появления во время сверления скрежета, вибраций, возникающих в результате заедания, перекоса или износа сверла следует немедленно вывести его из заготовки и после этого остановить станок;
• при сверлении глубоких отверстий (/>5d, где / — глубина отверстия, мм; d — диаметр отверстия, мм) необходимо периодически выводить сверло из обрабатываемого отверстия для удаления стружки, а также для смазки сверла. Этим существенно уменьшается вероятность поломки сверла и преждевременного его затупления;
• отверстие диаметром более 25 мм в сплошном металле рекомендуется сверлить за два перехода (с рассверливанием или зен-керованием);
• сверление следует выполнять только по режимам, указанным в технологических картах или в таблицах справочников, а также по рекомендациям мастера (технолога);
• при сверлении отверстий в заготовках из стали или вязких материалов обязательно применять СОЖ для предохранения режущего инструмента от преждевременного износа и увеличения режимов резания.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя.
Технология зенкерования, цекования, зенкования и развертывания
На сверлильных станках, кроме сверления и рассверливания отверстий, можно выполнять операции зенкерования, цекования, зенкования и развертывания.
Зенкерование (см. гл. 2) обеспечивает точность отверстия 9... 11-го квалитетов и шероховатость поверхности Rz 40... 10 мкм, ликвидирует овальность, конусность и другие дефекты. Так как у зенкеров в отличие от сверл не две, а три или четыре режущие кромки, нет перемычки и направление благодаря большей жесткости лучше, чем у сверла, подачи при зенкеровании в несколько раз больше, чем при сверлении, поэтому рекомендуется (по возможности) рассверливание отверстий заменять зенкерованием.
Зенкерование является преимущественно промежуточной операцией между сверлением и развертыванием, поэтому диаметр зенкера должен быть меньше диаметра окончательного отверстия на величину припуска, снимаемого разверткой.
Зенкерование торцовых поверхностей — цекование — бобышек, приливов, упорных колец осуществляют зенкерами-подрезками (цековками), имеющими зубья на торце. Торцовые зенкеры имеют направляющую цапфу.
Зенкование цилиндрических или конических углублений под цилиндрические или конические головки винтов и болтов производят с помощью цилиндрических или конических зенкеров, называемых зенковками.
Развертывание выполняют разверткой после сверления или зенкерования. Оно является завершающей операцией обработки отверстий, обеспечивающей высокую точность по диаметру (7... 8-й квалитеты) и наименьшую шероховатость обработанной поверхности. При развертывании срезается незначительный слой металла одновременно несколькими зубьями развертки.
Размер сверла или зенкера, которыми отверстие обрабатывалось перед развертыванием, выбирают с таким расчетом, чтобы на черновое развертывание оставался припуск 0,25... 0,50 мм, а на чистовое — 0,05...0,015 мм.
Следует иметь в виду, что диаметр развернутого отверстия всегда несколько больше диаметра развертки. Чтобы уменьшить разницу диаметров отверстия и развертки, необходимо обеспечить правильное направление развертки относительно обрабатываемого отверстия. Это достигается применением самоустанавливающихся патронов