

21 Особенности технологии обработки заготовок деталей на вертикально-фрезерных станках с чпу
Числовое программное управление (ЧПУ) — это управление, при котором программу задают в виде записанного на каком-либо носителе массива информации. Управляющая информация для си стем ЧПУ является дискретной и ее обработка в процессе управ ления осуществляется цифровыми методами. Управление техно логическими циклами практически повсеместно осуществляется с помощью программируемых логических контроллеров, реали зуемых на основе принципов цифровых электронных вычисли тельных устройств.
Одним из главных направлений автоматизации процессов мех обработки заготовок является применение станков с числовым програмным управлением. Под ЧПУ понимается управление обработкой заготовкой на станке по управляющей программе, в которой данные приведены в цифровом формате. Станки с ЧПУ представляют собой полуавтоматы или автоматы, все подвижные органы которых совершают рабочие и вспомогательные движения по зарание установленной программе, записанной на бумажной перфорированной (иногда на магнитной) ленте или диске.
Фрезерные станки с ЧПУ предназначены для обра ботки плоских и пространственных поверхностей заготовок слож ной формы. Конструкции фрезерных станков с ЧПУ аналогичны конструкциям традиционных фрезерных станков, отличие от по следних заключается в автоматизации перемещений.
На станках с ЧПУ можно производить обработку как при встречном, так и при попутном фрезеровании. Современные фрезерные станки оснащают контурными системами ЧПУ с линейно-круговым интерполятором, которые обеспечивают управление по трем и более координатам. Последние модели ЧПУ имеют блок смещения эквидистанты, с помощью которого осуществляют обработку по одной программе как новыми, так и переточенными фрезами с компенсацией уменшения их диаметра при переточке.
В вертикально-фрезерных станках с крестовым
столом (рис.а)
стол
перемещается в продольном (ось X)
и
поперечном (ось У) горизонтальном
направлениях, а фрезерная бабка — в
вертикаль ном направлении (ось Z).
вертикально-фрезерных станках с крестовым
столом (рис.а)
стол
перемещается в продольном (ось X)
и
поперечном (ось У) горизонтальном
направлениях, а фрезерная бабка — в
вертикаль ном направлении (ось Z).
Станки позволяют производить фрезерование в автоматическом режиме плоских контуров различной кривизны, объемное фрезерование, сверление, зенкерование и растачивание. Они обеспечивают точность обработки контура (отклонение от геометрической точности окружности) в пределах +- 0,1 мм, а точность получения линейных размеров +- 0,08 мм.
Станки обеспечивают: заимная перпендикулярность двух боковых сторон «поворотом круглого стола» в пределах 0,05 мм на длине 500 мм; перпендикулярность боковой поверхности к основанию, составляющая 0,05 мм на длине 500 мм; соосность отверстий, расточенных с двух противоположных сторон, равная 0,05 мм на длине 500 мм; точность позиционирования узлов, составляющая 0,5 мм на длине 500 мм и 0,1 мм – на длине 1600 мм. Шероховатость обработанной поверхности в пределах Rz=10…20 мкм.
22 Особенности технологии обработки заготовок деталей на токарных станках с чпу
Числовое программное управление (ЧПУ) — это управление, при котором программу задают в виде записанного на каком-либо носителе массива информации. Управляющая информация для си стем ЧПУ является дискретной и ее обработка в процессе управ ления осуществляется цифровыми методами. Управление техно логическими циклами практически повсеместно осуществляется с помощью программируемых логических контроллеров, реали зуемых на основе принципов цифровых электронных вычисли тельных устройств.
Одним из главных направлений автоматизации процессов мех обработки заготовок является применение станков с числовым програмным управлением. Под ЧПУ понимается управление обработкой заготовкой на станке по управляющей программе, в которой данные приведены в цифровом формате. Станки с ЧПУ представляют собой полуавтоматы или автоматы, все подвижные органы которых совершают рабочие и вспомогательные движения по зарание установленной программе, записанной на бумажной перфорированной (иногда на магнитной) ленте или диске.
Токарные станки с Ч П У предназначены для наружной и внутренней обработки сложных заготовок деталей типа тел вра щения. На токарных станках с ЧПУ выпол няют традиционный комплекс технологических операций: точе ние, отрезку, сверление, нарезание резьбы и др.
Токарные станки с ЧПУ (рис) оснащают револьверными головками или магазином инструментов. Револьверные головки бывают четырех-, шести- и двенадцатипозиционные, причем на каждой позиции можно устанавливать по два инструмента для наружной и внутренней обработки заготовки. Ось вращения го ловки может располагаться параллельно оси шпинделя, перпендикулярно к ней или наклонно.
П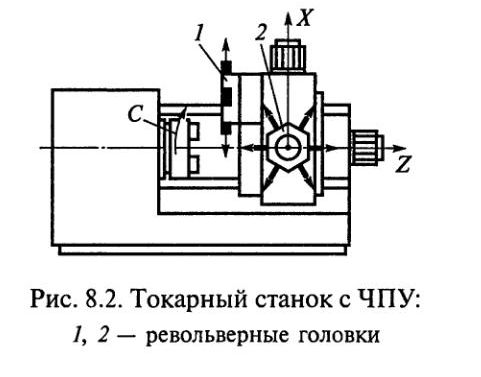 ри
установке на станке двух револьверных
головок в одной из них (1)
закрепляют
инструменты для наружной обработки, в
дру гой (2)
— для
внутренней (рис). Такие головки могут
рас полагаться соосно одна относительно
другой или иметь разное расположение
осей.
ри
установке на станке двух револьверных
головок в одной из них (1)
закрепляют
инструменты для наружной обработки, в
дру гой (2)
— для
внутренней (рис). Такие головки могут
рас полагаться соосно одна относительно
другой или иметь разное расположение
осей.
Современные токарные станки оснащают контурными системами ЧПУ с линейно-круговым интерполятором и устройством для нарезания резьб, обеспечивающими широкие технологические возможности станков. Такие системы позволяют производить обработку заготовок сложного профиля, нарезание резьбы, коррекцию положения режущей кромки инструмента и обеспечивают высокую скорость холостых перемещений. Для использования технологических возможностей станка имеет значение его техническое оснащение, поставляемое со станком: зажимные приспособления, режущий инструмент, вспомогательная оснастка, контрольные приспособления. Важной задачей является унификация инструмента, и в первую очередь форм инструментальных державок и деталей для крепления резцов.
Магазины инструментов (вместимостью 8...20 инструментов) применяют редко, так как практически для токарной обработки одной заготовки требуется не более 10 инструментов. Использование большего числа инструментов целесообразно в случаях точения труднообрабатываемых материалов, когда инструменты имеют малый период стойкости.
Токарные станки с ЧПУ обычно обеспечивают точность обработки заготовок по IT6 с шероховатостью цилиндрических поверхностей и конусов с малыми углами при вершине Rz=6…12 мкм. При обработке сложных фасонных поверхностей и конусов с большими углами обеспечивается Rz=20 мкм. Нарезание резьбы ведется по 3-му классу точности.