

8. Систематические и случайные погрешности обработки при статистических методах исследования точности изготовления делали.
Погрешности разделяют на: систематические и случайные. Систематическая погрешность- такая погрешность, которая для всех заготовок рассматриваемой партии остается постоянной или же закономерно изменяется при переходе от каждой обрабатываемой заготовки к следующей. Постоянная систематическая погрешность- не изменяется при обработке партии деталей и остается постоянной. Систематическая переменная погрешность- закономерно изменятся в течении одной настройки станка, или при обработке партии детали(изготовление резьбового винта в токарном станке). Например, при непареллельности оси шпинделя токарного станка направлению движения суппорта в горизонтальной плоскости цилиндрическая поверхность обрабатываемой заготовки, закрепленной в патроне станка, превращается в коническую. Относят погрешности возникающие вследствие неточности износа и деформации станков; связанные с неточностью и износом режущего инструмента.
Случайные погрешности- это такая погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причем её появление не подчиняется никакой видимой закономерности. Возникают в результате влияния большого количества технических факторов. К ним относятся погрешность базирования, установки детали, изменение положения исходной заготовки в приспособлении и т д. В результате возникновения случайных погрешностей происходит рассеивание размеров заготовок, обработанных при одних и тех же условиях.
9. Сущность статистического метода кривых распределения и законы распределения погрешностей обработки.
Многочисленные исследования показали, что распределения действительных размеров заготовок, подчиняется закону нормального распределения(закону Гауса). Результирующая погрешность обработки обычно формируется в результате одновременного воздействия большого числа погрешностей., зависящих от станка, приспособления, инструмента и заготовки, которые по существу представляют собой взаимно независимые случайные величины.
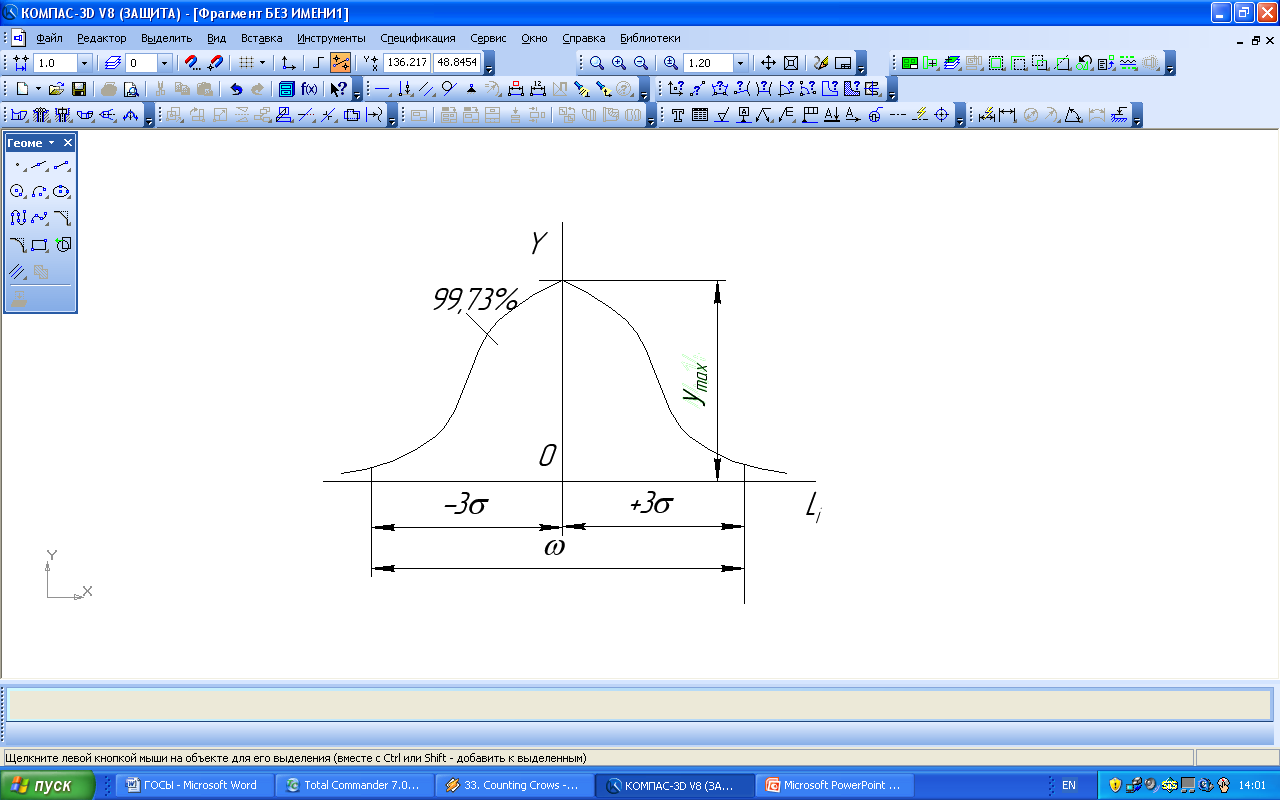
Фактическое поле рассеивания заготовок ω=6σ. σ- среднекадратичное отклонение изучаемого параметра. Вершина графика- средне арифметическое отклонение параметра. Уравнение кривой нормального распределения
 ,где
σ-среднее квадратичное отклонение.ymax=1/σ2π.
,где
σ-среднее квадратичное отклонение.ymax=1/σ2π.
Закон нормального распределения в большинстве случаев оказывается справедлив при механической обработке заготовок с точностью 8,9 и 10-го квалитета и грубее.
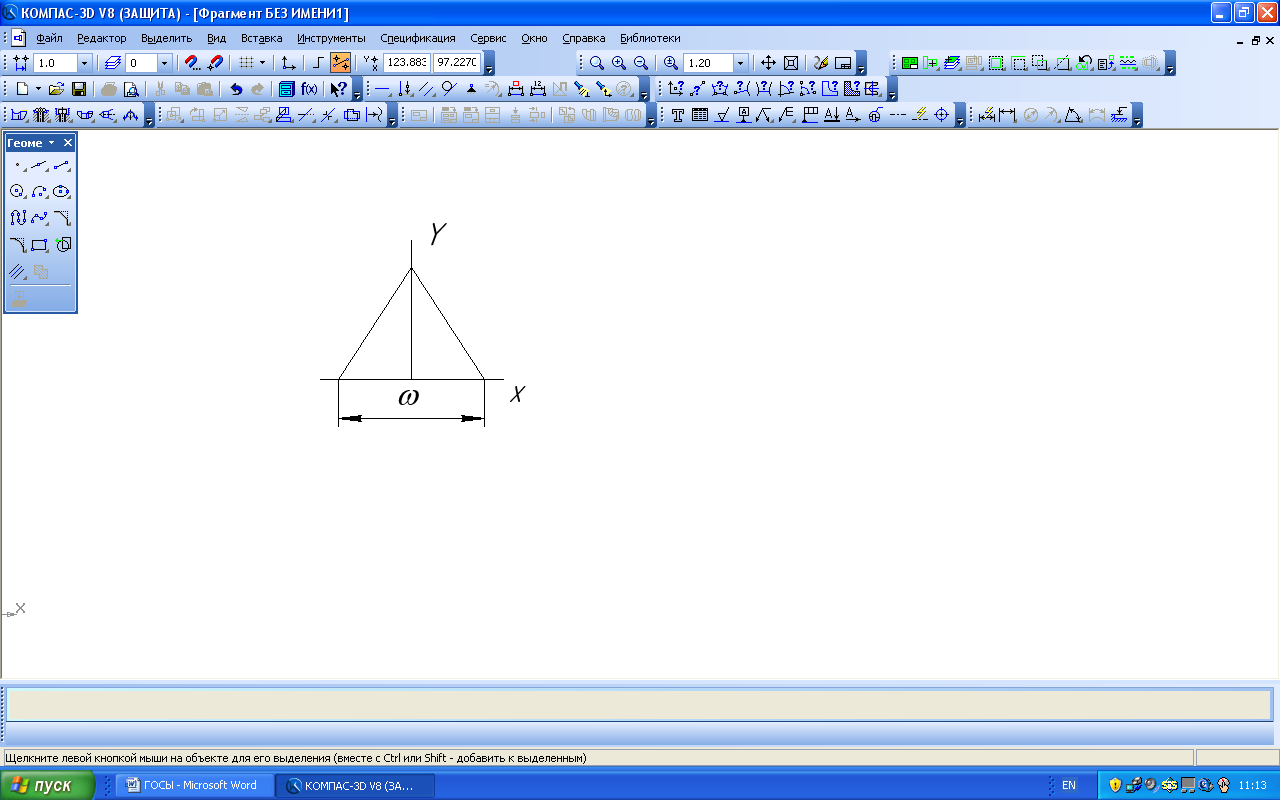
Закон равнобедренного треугольника(закон Симпсона). При обработке заготовок с точностью 7-го и 8-го а в некоторых случаях и 6-го квалитетов распределение их размеров в большинстве случаев подчиняется этому закону. ω=26σ4,9σ. Имеет место в случае, если в одном периоде резец изнашивается равномерно, а через некоторое время более ускоренно.
Закон равной вероятности. Если рассеивание размеров зависит только от переменных систематических погрешностей(например, от износа режущего инструмента.
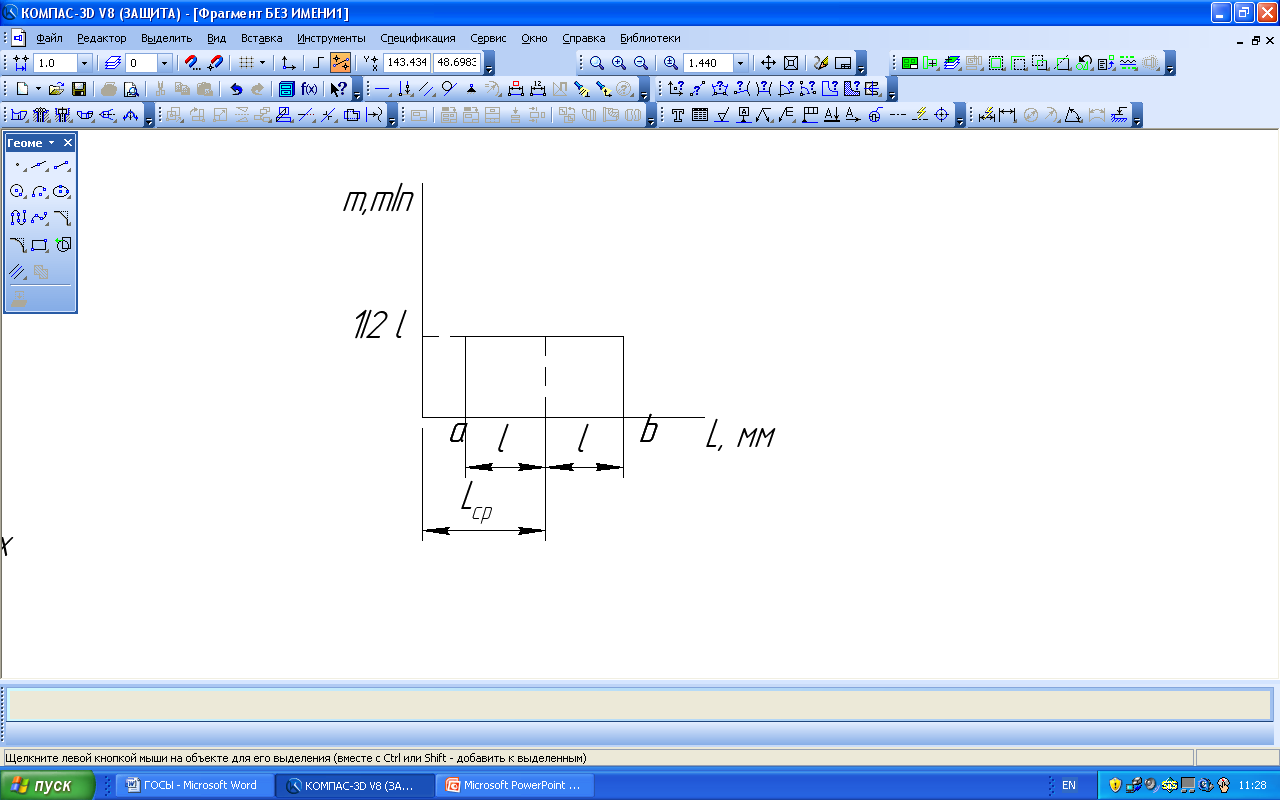
Например, при установившемся износе режущего инструмента уменьшение его размеров во времени подчиняется прямолинейному закону, что соответственно увеличивает(при обработке валов) или уменьшает (при обработке отверрстий) диаметры обрабатываемых заготовок. Lср=(а+b)/2-среднеариф зн
Фактическое поле рассеивания ω=2σ3.