

14. Основные положения, термины и определения теории размерных цепей и технологические задачи, решаемые на их основе.
Известно, что для нормальной работы машины необходимо, чтобы составляющие этого механизма и поверхности последних занимали одна относительно другой строго определенное положение, соответствуя их определенному назначению.
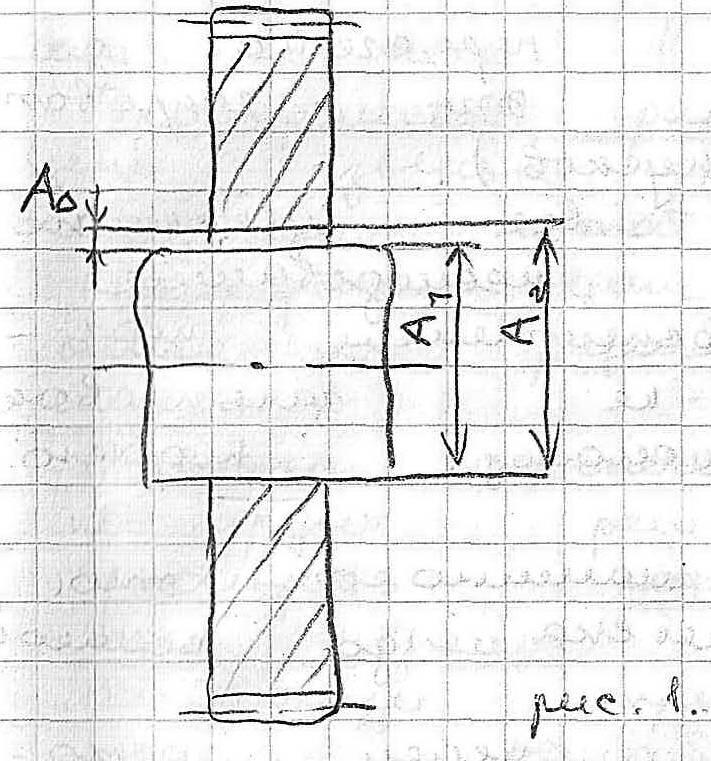
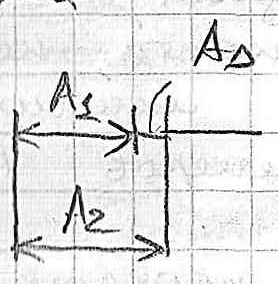
В соответствии с рисунком мы видим, что в процессе расчета точности необходимо учитывать зазоры, которые меняются при изменении размеров А1 и А2.
В связи с этим при проектировании ТП возникают задачи пост расчета операционных допусков и размеров для случая обработки заготовок на различных станках, особенно в случае изменения ситуации обработки (например, по каким-либо причинам измен. припуски на поставленную заготовку). Это и есть одна из примеров использования теории размерных цепей.
Решение задач при проектировании с помощью размерных цепей используется при обработке заготовки, когда не совпадают технологические, конструкторские и измерительные базы, и соответственно опять же при расчете погрешностей обработки, связанные со сменой баз, так же требует решения технологических задач по новому установл. Операции размеров и пересчета допусков (как правило это сопровождается ужесточением допусков).
Когда исчерпаны все известные статистические методы исследования точности и достижения точности при обработке заготовок на станках используют теорию размерных цепей.
Впервые в теории машиностроения эта теория было изобретена до великой ОВ.
Теория
размерных цепей основана на графике.
 - схема сборочной плоской линейной
размерной цепи.
- схема сборочной плоской линейной
размерной цепи.
Размерная цепь – совокупность размеров, которые образуют замкнутый контур и непосредственно участвуют в решении поставленной технологической задачи. Например с помощью размерных цепей можно определить точность взаимного расположения поверхностей и осей 1-ой детали (подетальная размерная цепь) или нескольких деталей сборочной единицы или механизма. (см рис 1)
Взамен понятия «размер» в теории размерных цепей переходят на термин «звено размерной цепи».
15. Виды и классификация размерных цепей, основные метода и способы их расчета.
Размерную цепь называют пространственной, если ее звенья расположены в одной плоскости, или в нескольких параллельных плоскостях.Пространственная размерная цепь – это цепь, звенья которой не параллельны одно другому и лежат в непараллельных плоскостях.Размерные цепи, звеньями которых являются линейные размеры, называются линейными.Задача обеспечения точности изделия при конструировании решает конструктор с использованием конструкторских размерных цепей. А задачу обеспечения точности при изготовлении детали решает технолог с помощью технологических размерных цепей, которые выражают связь размеров обрабатываемой детали по мере выполнения технологического процесса, или связь размеров технологической системы.Если решаются задачи измерения величины, кот характеризуют точность изделия, то используют измерительные размерные цепи.Измерительная размерная цепь- это цепь, звеньями которой являются размеры системы измерительных средств и контролируемой детали (например, звенья штангенциркуля).Для использования теории размерных цепей вышеуказанных понятий не достаточно, требуется ряд дополнительных понятий.Звенья размерных цепей различают в виде замыкающих звеньев или в виде составляющих звеньев.Замыкающим звеном размерной цепи называют размер, который получают последним при обработке детали или при сборке узла или при измерении.Естественно что конечное значение звена и точность зависит от точности и значении я составляющих звеньев.Составляющие звенья – это все остальные размерные звенья, кроме замыкающего и кот. могут изменить размер замыкающего звена.Методики определения размерных цепей производятся по ГОСТам.Исходное звено – синоним замыкающего звена, но в определенных условиях, звено размерной цепи номинальный размер и предельное отклонение которого определяет функционирование механизма и должно быть обеспечены при решении размерной цепи.
Различают различные виды составляющие звенья:
-увеличивающее звено, напри А2 его так называют т.к. при его увеличении замыкающее звено С уменьшается. В данной картине (практ раб) к числу уменьшающ звеньев относится звенья Б1 В1.
Существуют 2 основных метода решения размерных цепей:
1-мах и мин
2-вероятностный
Следует отметить что в 1-ом методе имеет место 2 способа решения задачи – способ назначения равных допусков и способ назначения равноточных допусков.Возможная точность достижения при мех обработке определяется с помощью спец таблиц для средних цеховых условий.Существует два метода max и min в зависимости от технологич ситуации, условий. Первый способ дает заведомо тесные допуски, а второй расширяет поля допуска, что хорошо для изношенного оборудовани