

7. Базирование деталей и виды баз, опорные точки и их значение при базировании.
Поверхности, линии и точки на заготовке, которые ориентируют заготовку при установке на станке, называют базирующими элементами или установочными базами, а придаваемое при этом заготовке положение с помощью данных базирующих элементов – называется базированием.
По своему назначению базы:
Конструкторская – это оси, поверхности детали, которые определяют взаимную связь и положение детали относительно других деталей машин при сборки ибо от этих баз на чертеже детали должны проставляться основные её размеры;
Технологическая – это поверхность, линия, точка, используемая для определения положения на станке;
Измерительная – это поверхности, линии, точки от которых производится измерение выдерживаемых размеров;
Так же различают сборочные базы – поверхности, которыми деталь устанавливается на другую деталь или фундамент. Желательно чтобы технологическая и конструкторская базы совпадали – тогда высшее качество.
Но особенности операций механической обработки требуют ещё дополнительной классификации баз машиностроения. Выделяют черновую технологическую базу – это поверхности обычно принимаемые в качестве базовых для установки деталей на первых операциях. Чистовая технологическая база – это обрабатываемая поверхность после первых операций принимаемая в качестве установочных на последующих операциях.
Вспомогательная технологическая база – обрабатываемая поверхность, которая образуется на детали специально по технологическим соображениям, но не требуется конструкции детали.
Дополнительная технологическая база - это часть или части, которые не требуются конструкции вообще, но прибавляются для надёжной установки на станке или упрощению установки заготовки на станке.
На чертеже необходимо указывать какие поверхности и в каком количестве лишают степеней свободы, для того чтобы понять форму базовой поверхности на практике применяют условные обозначения опор зажимов и установочных устройств. С помощью этих обозначений в технологической документации показывают, как будет базироваться заготовка на станке, для этого чертят операционные эскизы обработки. Основой элемент условных обозначений – это опора:
Неподвижная
Плавающая
Регулируемая

Подвижная

Слева от обозначенной опоры указывают её профиль:
Плоская
Сферическая
ромбическая
Цилиндрическая
Коническая
Призматическая
Отдельно указываются виды центров, которые используют для базирования:
Неподвижный
Вращающийся
Плавающий
Кулачковые патроны условно обозначаются следующим образом:
Самоцентрирующиеся
Поводковые
Слева от обозначения патрона может быть указан вид привода (механический не указывается):
Пневматический -Р
Гидравлический- Н
Электрический- ЭМ
8.Установочные и измерительные базы, основные принципы базирования.
Измерительная – это поверхности, линии, точки от которых производится измерение выдерживаемых размеров;
Установочная – это поверхность, линия, точка, используемая для определения положения на станке;
Основные принципы базирования:
П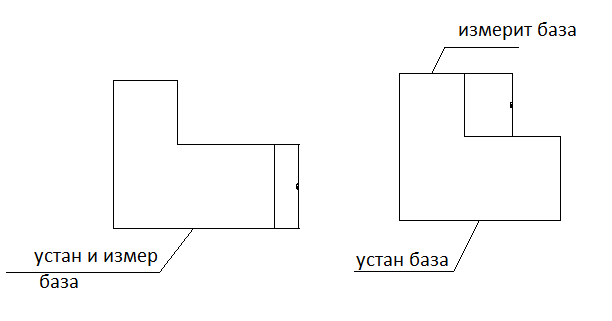 ервый
закон базирования если имеет место в
установочной и измерительной базы, то
погрешность базирования не имеет места.
ервый
закон базирования если имеет место в
установочной и измерительной базы, то
погрешность базирования не имеет места.
Второй закон базирования – принцип постоянства баз. Желательно всю обработку, кроме первой операции, производить при неизменном базировании. Кроме этого при частой смене баз требуется дополнительная оснастка и настройка станка.
При выборе баз следует руководствоваться следующими соображениями:
- деталь должна удобно устанавливаться на станке и удобно сниматься со станка;
- базовые поверхности должны иметь достаточную протяжённость для обеспечения устойчивого положения детали, приспособления на столе станка
- заготовка должна подвергаться наименьшей деформации под действием усилий зажима, усилий резания и собственного веса, что достигается рациональным расположением опор и зажимных устройств в приспособлении;
- время на обработку и установку детали должно быть наименьшим;
- черновые поверхности заготовки необработанные вообще должны использоваться только на первых операциях с целью получения чистовой базы, т.к. повторное их использование влияет на точность обработки;
- выбранная черновая база должна обеспечивать по возможности равномерное снятие припуска;
- черновые базы поверхности должны быть по возможности гладкими т.е. не должны иметь штамповочные литейные уклоны.