

19 Обработка фасонных поверхностей
К фасонным относятся поверхности, отличающиеся своей формой от плоскости, цилиндра или конуса*.
Методы обработки фасонных поверхностей можно разделить на две группы: 1) обработка фасонным инструментом, имеющим профиль обрабатываемой поверхности, и 2) обработка нормальным инструментом, которому сообщается криволинейное движение относительно обрабатываемой заготовки при помощи копировальных устройств или вручную.
1. Обработка фасонных поверхностей точением, растачиванием и сверлением
Точение
Фасонными резцами обтачивают на токарных станках обычно фасонные поверхности небольшой длины. Фасонный резец снимает широкую стружку, что часто влечет за собой вибрацию обрабатываемой детали. Чтобы избежать вибрации или уменьшить ее, применяют малые подачи и низкие скорости резания при обильном охлаждении резца эмульсией или маслом.
Величина подачи в зависимости от диаметра детали (от 10 до 100 мм) и ширины резца (от 8 до 100 мм) принимается равной 0,01— 0,08 мм/об. .Скорость резания 25— 40 м!мин.
С целью повышения производительности и точности обтачивание фасонных поверхностей производят по копиру.Сферические выпуклые и вогнутые поверхности можно обрабатывать также при помощи штанг или планок, заменяющих собой копиры.
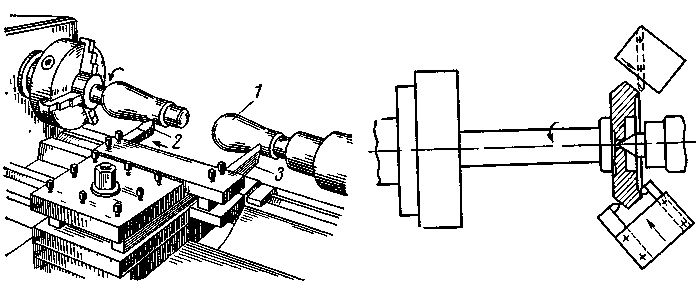
Рис. 144. Обтачивание фасонной по- Рис. 145. Одновременное обтачивание
верхности по обработанной детали, двух конических поверхностей на
служащей копиром многорезцовом станке
Растачивание и сверление
Фасонные поверхности обрабатываются на вертикально-сверлильных станках в большинстве случаев специальным фасонным инструментом.
Р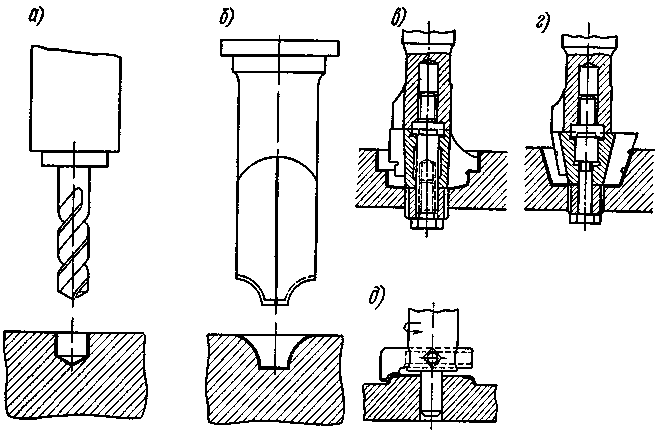 ис.
147. Обработка фасонных поверхностей на
вертикально-сверлильныхстанках:
ис.
147. Обработка фасонных поверхностей на
вертикально-сверлильныхстанках:
А и б — сверление фасонного отверстия в два перехода; в и г — растачивание специальными резцами, д — обтачивание бобышки фасонным резцом на оправке с направлением
На рис. 147, а показано предварительное сверление отверстия, а затем его рассверливание (рис. 147, б) фасонным перовым сверлом.
На рис. 147, в, г изображено растачивание специальными резцами двух фасонных отверстий, а на рис. 147, д — обтачивание бобышки фасонным резцом, закрепленным на оправке, направляемой по предварительно просверленному отверстию
Ф резерование
Рис.
148. Схема
фрезерования
по копиру на станке:
б
—
с продольным столом
На рис. 148, а показаны заготовка детали 1 и копир 2, закрепленные на круглом столе 4. В процессе обработки стол медленно вращается с помощью червячной передачи 7. Стол 4 установлен на столе 5 станка, который может перемещаться по направлению, указанному стрелкой К- Копир 2 прижимается к ролику 3 под воздействием груза 6.
На рис. 148, б показана принципиальная схема следящей системы, применяемой при фрезеровании фасонных поверхностей на многих фрезерных станках. Следящий палец (или ролик) 7, перемещаясь по копиру (или по модели детали) 6, получает дополнительные перемещения, перпендикулярные основному направлению. Эти дополнительные перемещения пальца через копировально-измерительный механизм 5 воздействуют (посредством жидкости, воздуха или электричества) на усилительное устройство 4, которое при помощи электронных реле, серводвигателей и другой специальной аппаратуры доводит незначительное давление копира на палец до величины, достаточной для воздействия на исполнительное устройство 3 (гидравлические цилиндры, электромеханические системы и т. п.). Усилительное устройство, преодолевая давление подачи при резании, перемещает стол с обрабатываемой деталью / или шпиндельную головку с инструментом 2 на величину дополнительных перемещений следящего пальца. Станки такого типа строят и многошпиндельными.