

Роль и значение партии деталей
Партия деталей – количество одновременно запускаемых деталей с однократной затратой подготовительно-заключительного времени.
Между ритмом запуска партии деталей R и размером партии деталей n имеется зависимость:
![]() .
.
При
этом
![]() ,
где
,
где
FЭ – эффективный фонд времени работы рборудования;
Nв – программа выпуска деталей.
Ритм
запуска партий деталей
![]() ,
,
где:
![]() - среднесуточная потребность или
среднесуточный выпуск партии деталей.
- среднесуточная потребность или
среднесуточный выпуск партии деталей.
Для
серийного производства среднесуточная
потребность в деталях
![]() ,
,
где TДН – количество рабочих дней в плановом периоде.
Определив
размер партии деталей, мы получим ритм,
т.к.
![]() - величина постоянная.
- величина постоянная.
Размер партии деталей оказывает влияние на производительность труда рабочего, себестоимость обработки деталей, длительность производственного цикла и объем незавершенного производства.
Производительность труда с увеличением размера партии деталей расчет до определенного предела за счет приобретения рабочим навыков в выполнении движений и приемов. Фактическое штучное время уменьшается.
Себестоимость детали снижается при увеличении размера партии за счет уменьшения заработной платы рабочего и условно-постоянных расходов, приходящихся на одну деталь.
Зарплата уменьшается за счет снижения доли подготовительно-заключительного времени, приходящегося на одну деталь и сокращения фактического штучного времени обработки деталей. Условно-постоянные накладные расходы снижаются на единицу продукции за счет роста производительности труда и увеличения выпуска продукции.
Длительность производственного цикла и величина связывания средств в незавершенном производстве увеличивается с увеличением размера партии деталей.
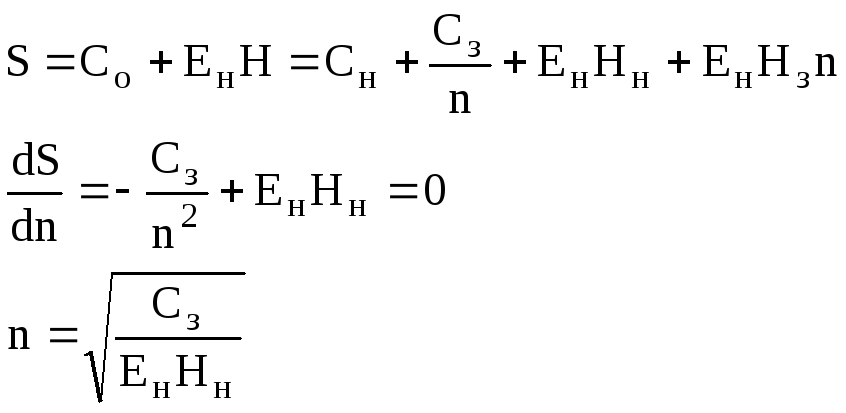
Эти факторы учитываются определением оптимального размера партии деталей.
Затраты
на обработку детали
![]() ,
,
![]() -
не зависящие от размера партии (основные
материалы, технологическая энергия,
инструмент, зарплата за штучное время).
-
не зависящие от размера партии (основные
материалы, технологическая энергия,
инструмент, зарплата за штучное время).
![]() -
зависящие (наладка оборудования,
подготовительно-заключительное время,
документации).
-
зависящие (наладка оборудования,
подготовительно-заключительное время,
документации).
Размер средств, связанных в незавершенном производстве равен средней себестоимости одной детали, умноженной на длительность производственного цикла обработки партии деталей, и приближенно может быть посчитан.
![]()
![]() -
размер средств, связанных в незавершенном
производстве не зависящих и зависящих
от размера партии деталей.
-
размер средств, связанных в незавершенном
производстве не зависящих и зависящих
от размера партии деталей.
Приведенные затраты на обработку одной детали S.
Упрощенные методы расчета размеров партии деталей
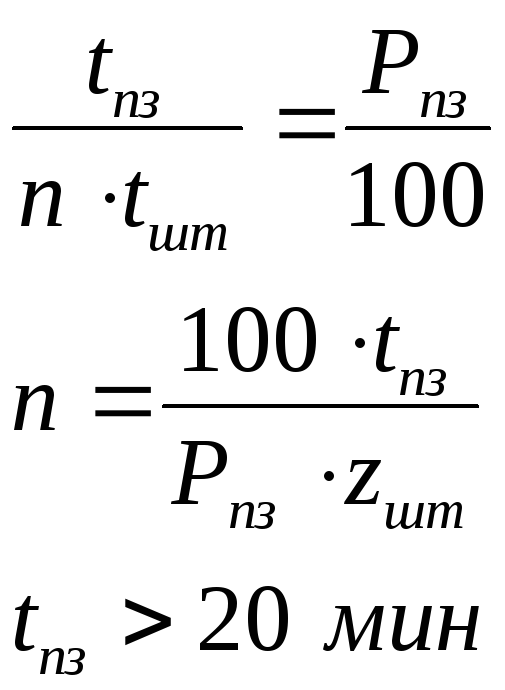
Первый метод: минимальный размер партии деталей устанавливается такой, чтобы доля подготовительно – заключительного времени tпз по отношению к штучному времени на всю партию деталей не превышала определенного процента.
Используется,
если на участке используется оборудование,
требующее значительного времени на
переналадку. Ведущей операцией, по
которой производится расчет минимального
размера партии, считают операцию с
наибольшим отношением
![]() .
.
![]() -
крупносерийное производство.
-
крупносерийное производство.
![]() -
среднесерийное производство.
-
среднесерийное производство.
![]() -
мелкосерийное производство.
-
мелкосерийное производство.
Расчет
можно вести и по суммарному
![]() и
и![]() .
.
![]()
Второй метод: Размер партии деталей определяется из условия, что время обработки одной партии на любом рабочем месте не должно быть меньше смены или полу смены.
![]()
![]() -
минимальная норма времени на операции.
-
минимальная норма времени на операции.
При определении размера партии по этому методу учитывается один фактор – производительности труда.
Метод
используется если
![]() незначительно
или отсутствует.
незначительно
или отсутствует.
Корректировка размера партии деталей проводится с учетом требований.
Размер
партии деталей должен согласоваться с
размерами партии других деталей, т.е
средняя продолжительность операций
должна соответствовать
![]() ,
сложившемуся в производстве.
,
сложившемуся в производстве.
![]() -
примерный размер партии.
-
примерный размер партии.
![]() -
удельный вес времени на наладку
оборудования.
-
удельный вес времени на наладку
оборудования.
![]() периода
в сутках.
периода
в сутках.
![]()
![]() -
программа выпуска на период.
-
программа выпуска на период.
Т – продолжительность выпуска в сутки.
Размер партии деталей должен укладываться целое число раз в месячную программу по данной детали.
Периодичность запуска должна быть удобна для планирования.
Периодичность
запуска:
![]()
n – размер партии.
![]()
За основу унификации периодичности запуска партии деталей принимается часто однодневная потребность.
![]()
При выборе нормативного размера руководствуются рядом унифицированных периодичностей.
Нормативный размер партии нужен для решения следующих задач:
Регламентации периодичности переналадок оборудования и изготовления одноименных деталей.
Определения нормативных длительностей производственных циклов и календарных опережении.
Построение календарных планов, определяющих сроки запуска, выпуска деталей и комплектования для сборки.
Установления нормативного среднего уровня незавершенного производства и величины переходящих заделов на конец планового периода.
Ряд унифицированных периодичностей запуска деталей в производство.
Периодичность запуска.
Размер нормативных партий.
1 2 3 4 22/5 22/4 22/3 11 22 33 44 66 88
132 264
![]()
![]() -
выбираем унифицированную.
-
выбираем унифицированную.
![]()