

Расчет и анализ производственного цикла сложного процесса.
Наиболее характерным примером сложного производственного процесса служит процесс создания машины, он включает производственные циклы изготовления всех деталей, сборки всех сборочных единиц, сборку, отладку и контроль готового изделия. В сложном производственном процессе могут использоваться все виды движения предметов труда по операциям. Сложный производственный процесс включает большое количество операций, простых процессов. Определение и оптимизация производственного цикла сложного процесса требует не только больших затрат времени, но и нередко невозможно без использования ЭВМ. Построение сложного производственного процесса во времени проводится для определения производственного цикла, координации отдельных простых процессов.
В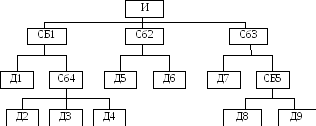 заимная
связь операций и процессов обуславливается
схемой сборки изделия и производственными
условиями. Схема сборки изделия может
быть представлена в виде веерной
диаграммы. На ее основе производственный
цикл сложного процесса может быть
представлен в виде циклового (ленточного)
или сетевого графиков.
заимная
связь операций и процессов обуславливается
схемой сборки изделия и производственными
условиями. Схема сборки изделия может
быть представлена в виде веерной
диаграммы. На ее основе производственный
цикл сложного процесса может быть
представлен в виде циклового (ленточного)
или сетевого графиков.
На рис. представлен цикловой график, он построен для условий, когда изготовление деталей и сборка не лимитируются составом оборудования производственных цехов и участков, т.е. когда возможна максимальная параллельность работ. Длительность такого цикла будет минимальной. Однако ограниченность производственных ресурсов может потребовать выполнения некоторых работ последовательно. Если сборочные единицы сб1 и сб2 собираются и отлаживаются на одном стенде, то это приведет к изменению циклового графика и к увеличению цикла. Если взаимная связь работ сложного процесса достаточно велика, то вместо циклового графика сетевая. С его помощью можно оптимизировать весь комплекс работ по выбранному критерию. В качестве критерия оптимизации можно принять минимальное значение длительности цикла изготовления.
![]() .
.
![]() -
производственный цикл i-го
простого процесса;
-
производственный цикл i-го
простого процесса;
![]() -
коэффициент параллельности работ
сложного процесса;
-
коэффициент параллельности работ
сложного процесса;
![]() -
перерыв между простыми процессами.
-
перерыв между простыми процессами.
Типы производства и их технико-экономическая характеристика
Тип производства – комплексная характеристика технических, организационных и экономических особенностей производства, обусловленных широкой номенклатурой, регулярностью, стабильностью и объемом выпуска продукции. Основной показатель, характеризующий тип производства – коэффициент закрепления операции.
![]()

где: КОп i – число операций, выполняемых на i-ом рабочем месте в течении месяца.
Коп.ii - число операций, выполняемых в цехе за месяц.
qРМ – количество рабочих мест в цехе.
Различают три типа производств: единичное, серийное, массовое.
Единичное производство – характеризуется малыми объемами выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются.
Кз.о. >40.
Серийное производство – характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями или сериями. В зависимости от количества изделий в серии и значения коэффициента закрепления операции различают: мелкосерийное, среднесерийное, крупносерийное.
К.з.о. =2040
Кз.о.=1020
Кз.о. =110
Массовое производство - характеризуется большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых продолжительное время, в течении которого на большинстве рабочих мест выполняется одна операция.
Характеристика типов производств
|
Ф а к т о р ы |
Т и п п р о и з в о д с т в | ||
|
Е д и н и ч н ы й |
С е р и й н ы й |
М а с с о в ы й | |
|
Номенклатура и объем выпуска. |
Неограниченная. |
Широкая. Ограниченная сериями. |
Ограниченная, большой объем выпуска. |
|
Повторяемость выпуска. |
Отсутствует. |
Периодически повторяется. |
Постоянно повторяется (постоянный выпуск). |
|
Оборудование и оснастка. |
Универсальное. |
Универсальное, частично специализированное. |
|
|
Закрепление операции за станками. |
Отсутствует. |
Закрепляется ограниченное число деталей операции. |
1-2 операции. |
|
Расположение оборудования. |
По группам однородных станков. |
По группам для обработки конструктивно и технологически однородных деталей. |
По ходу технологического процесса. |
|
Передача предметов труда с операции на операцию. |
Последовательная. |
Параллельно –последовательная. |
Параллельная. |
|
Оснастка. |
Универсальная. |
Универсальная |
Специальная. |
|
Квалификация рабочих. |
Высокая. |
Средняя. Высокая на станках с ЧПУ и гибких автоматизированных линиях. |
Сравнительно невысокая, высокая на автоматизированных линиях. |