

Диспетчирование производства
Диспетчерирование предназначается для централизованного контроля за ходом основного производства и его регулирования; оно призвано обеспечить выполнение плана при равномерной, ритмичной работе всех производственных звеньев.
Особенности организации диспетчерской службы во многом определяются производственной структурой предприятия и типом производства. Так, в условиях опытного производства оперативный контроль выполнения работ осуществляется по ленточным или сетевым графикам. В последнем случае устанавливается степень отставания или опережения фактических сроков выполнения работ от ранних сроков их начала. В единичном и мелкосерийном производствах необходим строжайший контроль за сроками выполнения заказов, своевременным их комплектованием необходимыми деталями, согласованием процесса производства с технической подготовкой заказа. В серийном и массовом производствах повышается уровень централизации диспетчерской работы, создается более разветвленная структура диспетчерской службы. В серийном производстве контролируется запланированный ритмичный выпуск изделий по графику, запуск и выпуск комплектов деталей соответственно комплектовочным номерам машин, нормативный уровень заделов. В массовом производстве диспетчерская служба обеспечивает заданный ритм производства, контролирует ритмичный выпуск изделий, регулирует уровень заделов.
Диспетчерская работа на предприятии возглавляется главным диспетчером, который имеет в своем подчинении группы сменных и ведущих диспетчеров. Ведущие диспетчеры контролируют ход производства закрепленных за ними конкретных заказов или изделий. Сменные диспетчеры осуществляют текущее регулирование производства, анализируют причины отставания, разрабатывают мероприятия по ликвидации этих отставании, обеспечивают производство необходимым материалом, заготовками и инструментом.
В состав ПДБ цеха входят сменные и старшие диспетчеры. Согласно сменно-суточному заданию они подготавливают все необходимое для осуществления производственного процесса на закрепленных за ними участках. Сменные диспетчеры ведут текущее регулирование производства: контролируют прохождение деталей, лимитирующих выполнение плана на текущие сутки, наблюдают за «узкими» местами производства и т. п.
Контроль исполнения решений по межцеховым и внутрицеховым претензиям, приказов руководства, решений диспетчерских совещаний, срок выполнения которых более двух суток с момента поступления на диспетчерский пункт, должен осуществляться с помощью картотек контроля. При сроке исполнения менее двух суток — с помощью диспетчерских журналов. Помимо этого в любом журнале (заводском или цеховом) оформляется сдача-приемка смен сменными диспетчерами. Диспетчерский журнал оформляется в виде общей тетради с пронумерованными страницами. В нем указываются дата, смена, содержание претензий, кем дано распоряжение (принято решение), кому дано распоряжение (исполнитель), содержание распоряжения, срок исполнения, делается отметка о выполнении.
Структурная схема, организации диспетчирования на предприятиях массового производства представлена на рис.
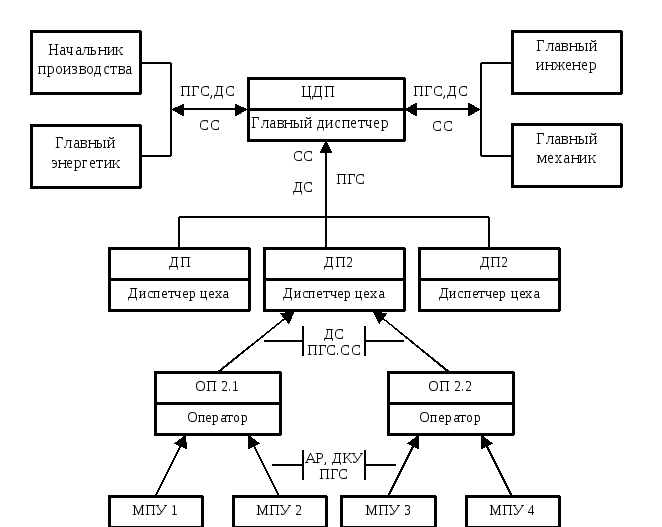 Рис.
Рис.
Местные посты управления (МПУ) предназначаются для управления отдельными механизмами и технологическими агрегатами. Щиты МПУ оборудуются средствами автоматического контроля, регулирования, управления и сигнализации. Обслуживаются МПУ мастерами, бригадирами или аппаратчиками, которые сигнализируют о неисправностях механизма и отклонениях в выпуске продукции. Операторские пункты (ОП) представляют собой нижнюю ступень системы сбора, передачи производственно-технологической информации и управления объектом. Операторские пункты обычно создаются на участках, станочных линиях и призваны обеспечить поддержание стабильного технологического процесса и ритмичную работу оборудования. Они оснащаются средствами контроля и автоматического регулирования, аппаратурой дистанционного управления, сигнализацией и средствами связи. Операторы, занятые на ОП, входят в штат участников и административно подчинены диспетчеру цеха. В функции оператора входит подготовка по документированным данным машинных носителей, установление через абонентский пункт связи с ЭВМ и передача информации.
Сменные операторы поддерживают связь с диспетчером 1 цеха, информируя его обо всех нарушениях и изменениях в технологическом процессе и принятых мерах по их устранению. В некоторых случаях функции оператора выполняются сменными мастерами или бригадирами. Диспетчерские пункты (ДП) представляют собой основное место сбора производственно-статистической информации, необходимой для определения технико-экономических показателей процесса. Основной задачей управления на этом уровне является распределение и координация информационных потоков цеха. В ДП устанавливаются щиты с мнемосхемами объектов производства, приборные щиты, средства передачи информации и связи. Основанием для контроля за ходом производства служат нормативные графики работы» Работа в ДП выполняется диспетчером цеха, который административно подчинен начальнику цеха, а методологически — диспетчеру завода. Сменные диспетчеры следят за выполнением сменных заданий, осуществляют координацию работ участков цеха. Центральный диспетчерский пункт (ЦДП) осуществляет непрерывный контроль за ходом выполнения сменных и суточных плановых заданий цехами и предприятием в целом, выявляет отклонения от запланированного хода производства, систематизирует отчетную информацию о выполнении плановых заданий и состоянии оборудования, организует межцеховые грузопотоки, запасы сырья и материалов. Руководство ЦДП осуществляется главным диспетчером завода и штатом сменных диспетчеров.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕНЗЕНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ЗАВОД-ВТУЗ)
ФИЛИАЛ ПЕНЗЕНСКОГО ГОСУДАРСТВЕННОГО УНИВЕРСИТЕТА
Система
дистанционного
обучения
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
ПЕНЗА 2006
УДК 658.5(07)
Котов В.В., Савченко И.Я., Ужаровская Г.Д. Организация производства: Учебное пособие. - Пенза: Изд-во Пензенского технологического института, 2003. - 100 с., 10 ил., 10 табл., библиогр. 10 назв.
Учебное пособие подготовлено на кафедре "Прикладная экономика" Пензенского технологического института и предназначено для студентов специальности "Технология машиностроения".
Рекомендовано Ученым советом института для использования в системе дистанционного обучения.
Рецензенты:
(с) Котов В.В., Савченко И.Я., Ужаровская Г.Д. 2003 г.
(с) Пензенский технологический институт, 2003 г.