

Организация инструментального хозяйства
Значение и задачи инструментального хозяйства
Инструментальное хозяйство занимает ведущее место в системе технического обслуживания производства. От степени совершенства инструмента и другой технологической оснастки своевременности обеспечения рабочих мест зависят производительность труда, количество и себестоимость продукции, ритмичность производства.
Затраты на инструмент и другую оснастку в массовом производстве достигают 25-30%, в серийном 10-15%, в мелкосерийном ми единичном до 5% стоимости оборудования, а их удельный вес в себестоимости продукции составляет соответственно 8-15 %, 6-8%, 1,5-4%. Расходы на проектирование и изготовления специальных видов оснастки достигают 60% общей суммы затрат на подготовку производства новых видов изделий.
С учетом значения и сложности организации производства и приобретения инструмента на всех машиностроительных заводах, создаются службы инструментального хозяйства. Они выполняют следующие задачи:
Определение потребности и планирование обеспечения предприятий в оснастке;
Нормирование расхода оснастки и поддержание необходимого запаса;
Обеспечение покупной оснасткой и организация производства собственной оснастки;
Обеспечение рабочих мест оснасткой;
Организация эксплуатации и восстановления;
Учет и анализ эффективности использования технологического оснащения.
С развитием инструментальной промышленности производство инструмента и ответственность за его технический уровень должны перейти к специализированным заводам.
В США специализированные фирмы производят около 65% инструмента, у нас 25 %. В США 88% машиностроительных предприятий не имеют инструментальных цехов.
Определение потребности и структуры запасов инструмента
Потребность в инструменте – суммарное количество инструмента по каждому типоразмеру (которое необходимо изготовить на заводе или приобрести на стороне) для обеспечения всех нужд предприятия.
Планирование потребности в инструменте включает:
Определение расхода инструмента на выполнение производственной программы (расходный фонд);
Определение запасов инструмента;
Установление расходных лимитов для цехов.
Годовая потребность в инструменте (Ип) по расходному фонду (Ир) и разности между нормативной (Zн) и фактической (Zф) величиной оборотного фонда:
Ип = Ир + (Zн – Zф)
Расходный фонд рассчитывается исходя из производственной программы, номенклатуры инструмента и норм его расхода.
Норма расхода инструмента зависит от типа производства. В массовом производстве расход режущего инструмента устанавливается на операцию, деталь или изделие, исходя их величины машинного времени и нормативного износа инструмента. Для режущего инструмента норма расхода устанавливается на 1000 деталей :
![]() ,
,
где tн – машинное время на данную операцию (мин);
i – число одновременно работающих инструментов данного типоразмера,
Тиз – стойкость инструмента до полного износа (ч.),
Ку – коэффициент случайной убыли инструмента.
Норма расхода измерительного инструмента устанавливается аналогично:
![]() ,
,
где α – процент выборочности контроля, n- число измерений одной детали, nиз – число измерений до полного износа инструмента.
Расходный фонд
![]() ,
,
m – номенклатура изделий, обрабатываемых данным инструментом; Nmi – производственная программа обрабатываемых изделий; Hрi – норма расхода инструмента на 1000 изделий.
В единичном и мелкосерийном производстве норма расхода устанавливается укрупненно на 1000 станко-часов работы данного оборудования.
![]()
Км – коэффициент машинного времени в общем времени работы станка, Кпр – коэффициент применяемости данного инструмента, i – количество одновременно работающих инструментов данного типоразмера.
Расходный фонд:
![]() ,
,
С – количество станков на которых применяется данный инструмент; Fэ.i – действительный фонд времени работы станка; Нрi – норма расхода инструмента на 1000 часов работы станка.
Для бесперебойного обеспечения инструментом цехов и рабочих мест рассчитывается необходимый запас инструмента – оборотный фонд. Оборотный фонд – количество инструмента, которое необходимо иметь в эксплуатации (на рабочих местах и заточке) и в запасе в различных подразделениях инструментального хозяйства.
Оборотный фонд инструмента завода состоит из цеховых оборотных фондов и запасов центрального инструментального склада. В процессе текущего расхода оборотный фонд периодически уменьшается и при достижении установленного минимума должен восполняться.
Цеховой оборотный фонд (fи) состоит из эксплуатационного фонда (fэ) и запасов инструмента в цеховой инструментально – раздаточной кладовой (fцрк): fи = fэ + fирк. Эксплуатационный фонд включает инструмент, находящийся на рабочих местах (fр.м.), в заточке (fз) и ремонте (fр).
fэ= fр.м. + fз + fр
Инструмент на рабочих местах включает инструмент, установленный на оборудовании и хранящийся в запасе на рабочем месте
fр.м.
= сi (1+iз)
или
![]() ,
,
где c- количество рабочих мест (станков), i – число инструментов на станке, iз – запас инструмента у рабочего (шт), Тм – периодичность подачи инструмента, Тс – периодичность съема.
Количество инструмента в заточке и ремонте определяется с учетом длительности цикла заточки или ремонта (Тз) и стойкости инструмента между двумя заточками (ч).
fз.р.
= Тз с i или
![]() ,
,
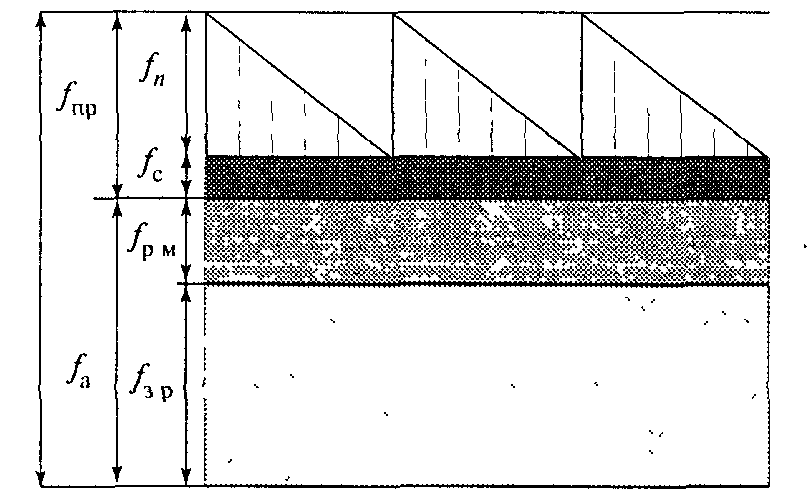
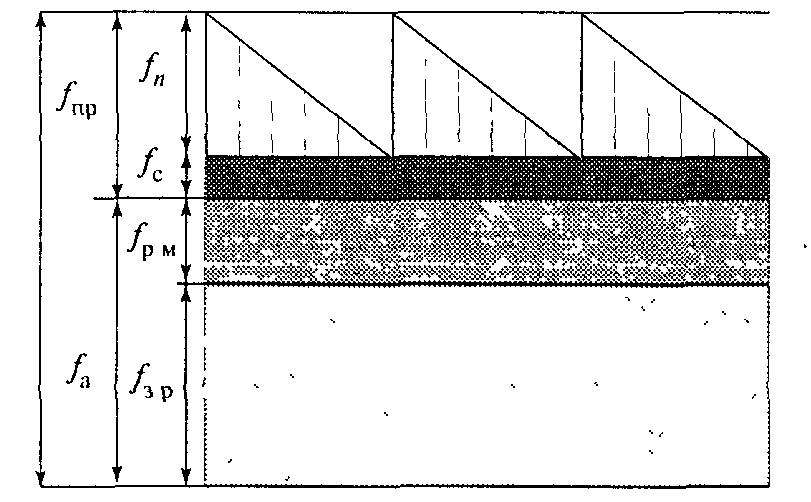
Количество инструмента в ИРК (инструментально раздаточной кладовой) состоит из переходящего (fп) и страхового запасов (fc), fирк = fп + fc.
Переходящий фонд (запас) – произведение среднесуточной потребности на периодичность поступления инструмента в ИРК, fп = Идн tп. Переходящий фонд меняется от максимальной величины (партии поступления) до нуля. Страховой фонд составляет 5-10% от партии поступления.
Диаграмма изменения цехового оборотного фонда инструмента приведена на следующем рисунке.
Запас инструмента на ЦИС определяют с учетом установленных лимитов оборотных средств и устанавливаются в размере 3-4 месячного расхода.
В укрупненном виде:
![]() ,
,
где Тп – периодичность возобновления запасов в ЦИС (60-90 ч);
tп – периодичность поступления инструмента в ИРК по всем цехам;
P – суммарная партия выдачи ИРК по всем цехам;
Zст – страховой (минимальный) запас (0.15 –0.2 от Р).
Текущее регулирование запасов в ЦИС осуществляется по системе максимум – минимум.
Минимальный запас: Zmin = Иди · Тср,
где Идн – дневная потребность, Тср – период срочного изготовления или приобретения инструмента.
Zmax = Идн · Тп + Zmin, Zmax = Zmin + Рцис,
ТП – период возобновления запасов в ИИС, Рцис – размер партии запаса инструмента в ЦИС.
Запас в пределах максимума и минимума поддерживается с помощью т.з. точки заказа, т.е. количества инструмента, достаточного для изготовления очередной партии:
![]() ,
,
где Тпр – период изготовления очередной партии деталей или поступленение ее со стороны.
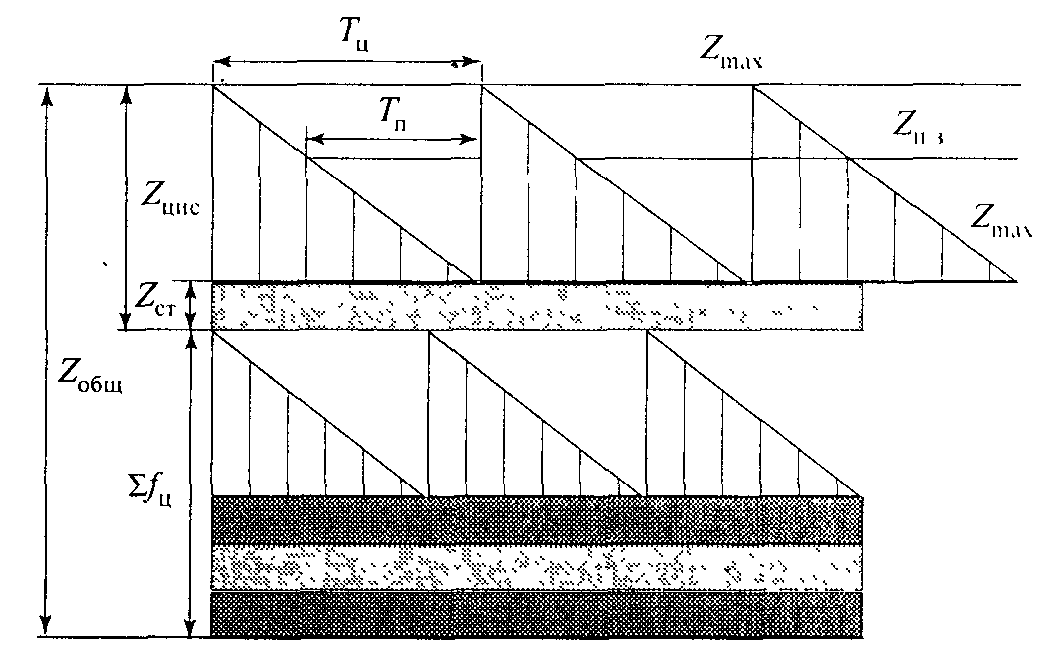
Рис. Структура запаса инструмента предприятия.
Минимальный запас является страховым и используется в случаеМинимальный запас является страховым и используется в случае задержки очередной партии заказа.
В условиях мелкосерийного производства используется система планирования на заказ. Инструмент заказывается 1 раз в месяц. На отдельные дефицитные инструменты даются срочные заказы.
На основании потребности в инструменте устанавливаются лимиты (годовой, квартальный, месячный) на получение и расходование инструмента каждым цехом.
Завершающим этапом планирования потребности является определение источников покрытия, как за счет внешних поступлений, так и за счет собственного изготовления.