Организация производственных процессов во времени.
Для обеспечения взаимодействия элементов производственного процесса во времени и пространстве необходимо формирование производственного цикла изделия.
Производственным циклом называется комплекс работ организованных во времени основных, вспомогательных и обслуживающих процессов, необходимых для изготовления определённого вида продукции. Его важнейшей характеристикой является длительность.
Длительность производственного цикла - это календарный период времени, в течение которого материал или другой обрабатываемый предмет проходит все стадии производственного процесса или определенной его части и превращается в готовую продукцию. Длительность календарного цикла выражается в календарных днях или часах.
Структура производственного цикла включает время рабочего периода и время перерывов.
В общем, виде длительность производственного цикла выражается формулой
![]()
где
![]() - время
технологических операций,
- время
технологических операций,
![]() - время
работ подготовительно-заключительного
характера,
- время
работ подготовительно-заключительного
характера,
![]() -
время естественных процессов,
-
время естественных процессов,
![]() - время контрольных операций,
- время контрольных операций,![]() -
время транспортирования предметов
труда,
-
время транспортирования предметов
труда,
![]() - время
межоперационного пролеживания
(внутрисменные перерывы),
- время
межоперационного пролеживания
(внутрисменные перерывы),
![]() - время
перерывов, обусловленных режимом труда.
- время
перерывов, обусловленных режимом труда.
Длительность
технологической операций и
подготовительно-заключительных работ
образуют в совокупности операционный
цикл
![]() .
Операционный цикл
- это
продолжительность законченной части
технологического процесса, выполняемой
на одном рабочем месте.
.
Операционный цикл
- это
продолжительность законченной части
технологического процесса, выполняемой
на одном рабочем месте.
Различают производственный цикл отдельных деталей и сборочной единицы или изделия в целом. Производственный цикл детали называют простым, а сборочной единицы или изделия сложным. Цикл может быть одно операционным или многооперационным. Длительность цикла зависит от способа передачи деталей с одной операции на другую
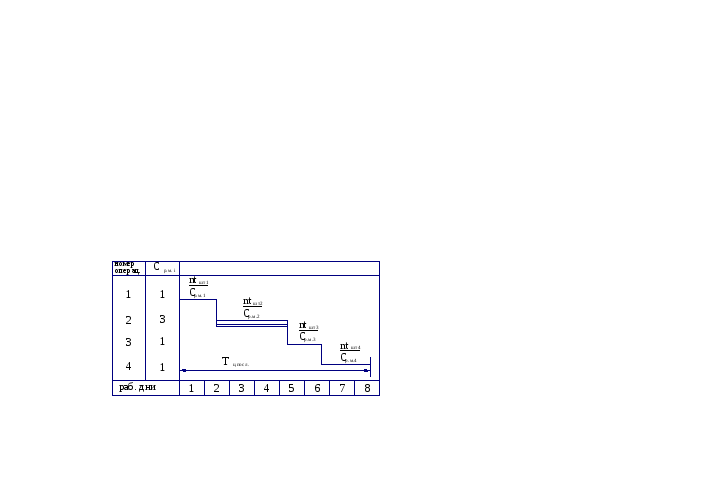
Существуют три вида движения предметов труда в процессе изготовления: последовательный, параллельный и параллельно - последовательный. При последовательном виде движения вся партия деталей перелается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинство отсутствие перерывов в работе оборудования, недостаток - значительная длительность производственного цикла. Операционный производственный цикл партии деталей при последовательном виде движения рассчитывается
![]() ,
,
где
n
- количество
деталей в производственной партии;
![]() - норма
времени на выполнение каждой операции
(мин);
- норма
времени на выполнение каждой операции
(мин);
![]() - количество рабочих мест на каждой
операции.
- количество рабочих мест на каждой
операции.
Параллельный вид движения партии деталей характеризуется тем, что одновременно на всех операциях обрабатываются разные экземпляры детали одного наименования. При этом каждый экземпляр обрабатывается непрерывно и независимо от остальных.
При параллельном виде движении детали передаются на следующую операцию по одной штуке или транспортной партией сразу после окончания ее обработки на предыдущей операции. При этом обеспечивается наиболее короткий цикл.
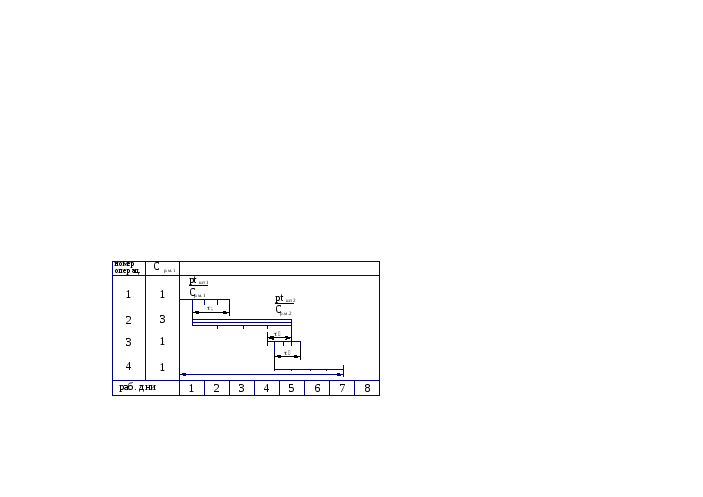
Правило построения операционного производственного цикла при таком виде движения предметов труда можно сформулировать следующим образом: строится технологический цикл по первой транспортной партии на всех операциях без пролеживания между ними; на операции с самым продолжительным операционным циклом строится цикл проведения работ по всей партии п без перерывов; .для всех транспортных партий кроме первой достраиваются операционные циклы на всех операциях.
Продолжительность операционного производственного цикла аналитически выглядит следующим образом:
 ,
,
Из графика следует, что в общем случае на всех операциях, корме операции с максимальной продолжительностью, работа осуществляется с перерывами. Только для синхронного процесса, в котором длительности операций равны или кратны
![]()
работа
на всех операциях будет вестись без
перерывов. Такое движение предметов
труда называется поточным, а отношение
![]() -тактом
потока.
-тактом
потока.
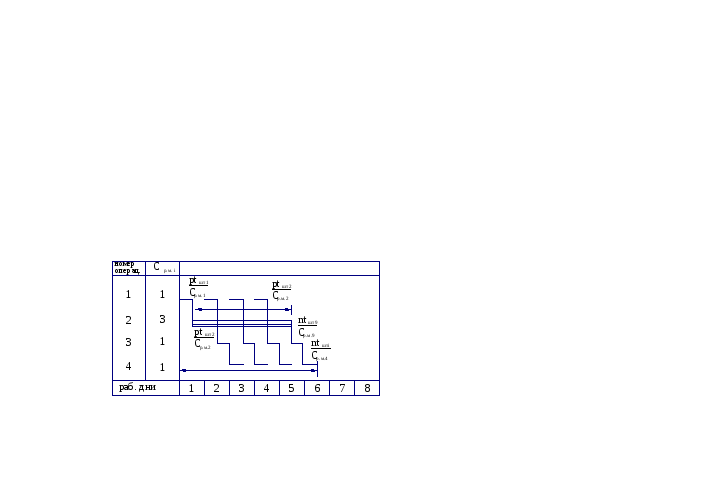
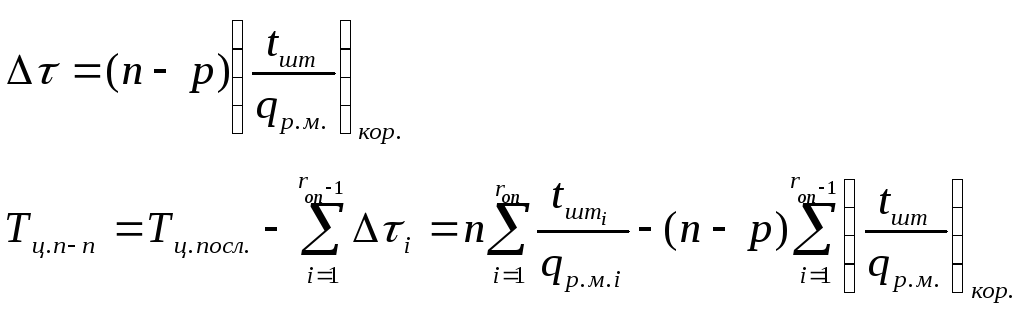
При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнение смежных операций, при этом обеспечивается условие непрерывной работы на каждой операции при изготовлении всей партии n. При организации параллельно-последовательного движения предметов труда возможны два варианта: - операционный цикл предшествующей операции меньше, чем у последующей: - операционный цикл предшествующей операции больше, чем у последующей.
В первом случае первая транспортная партия передаётся на последующую операцию сразу же по окончании работы над ней. Все последующие партии будут пролеживать, ожидая освобождения рабочего места. Во втором случае необходимо ориентироваться на последнюю транспортную партию, определяя время начала работы над ней в последующей операции. К этому времени необходимо закончить работу над всеми остальными транспортными партиями. В любом случае достигается сокращение операционного производственного цикла за счет параллельного выполнения работ на смежных операциях. Экономия считывается по наиболее короткой из двух смежных операций.
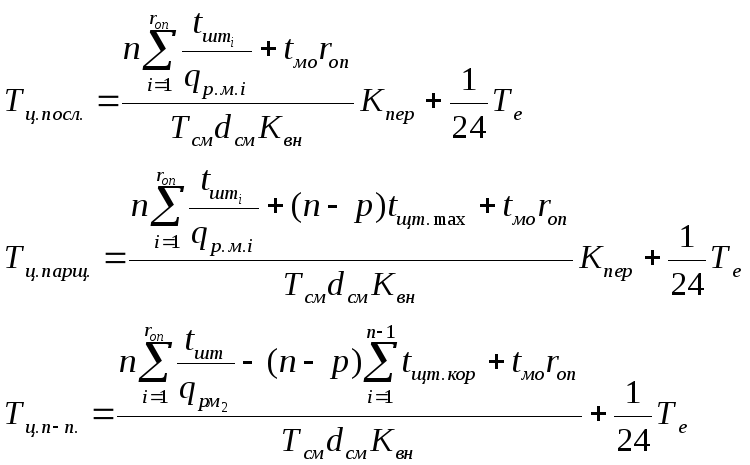
Производственный цикл изготовления партии деталей учитывает не только операционный цикл, но и естественные процессы и перерывы, связанные с режимом работы и другие составляющею. В этом случае цикл для рассмотренных видов движения определяется по формулам