

Зуборезные долбяки
Их применяют для нарезания прямозубых и косозубых цилиндрических колес как наружного, так и внутреннего зацепления. Так же как и гребенки, долбяки могут нарезать блочные шестерни и колеса. Процесс обработки производится методом обкатывания непрерывно. Долбяки особенно эффективно применять при обработке зубчатых колес с узким ободом, имеющих небольшое число зубьев и модуль до 2 мм. Однако долбякам присущи и некоторые недостатки. По сравнению с гребенками они имеют большую накопленную погрешность по шагу. Они уступают гребенкам и по точности эвольвентного профиля зубьев нарезаемого колеса, т.к. вследствие наличия переднего и заднего углов проекция режущих кромок на плоскость, перпендикулярную к оси колеса, отличается от эвольвентного профиля. Долбяки имеют ограничение в числе зубьев нарезаемых колес. Кроме того, ими можно нарезать колеса практически ограниченного модуля до 12 мм, т.к. при больших размерах долбяков увеличивается их перекос. В зависимости от размера и назначения существуют следующие конструктивные разновидности долбяков:

1. Дисковые прямозубые, применяемые для нарезания прямозубых цилиндрических колес, главным образом наружного зацепления. Стандартные дисковые долбяки по ГОСТ 9323-79 делают с номинальным делительным диаметром 80…200 мм, модулем 1-12 мм.
2. Чашечные, применяемые для нарезания наружных блочных колес в упор и для изготовления внутренних колес средних модулей. Стандартные долбяки этого вида имеют номинальный диаметр 50…125 мм и модуль 1…9 мм. Они отличаются от дисковых более глубокой выточкой для размещения крепежной гайки. При обработке блочных шестерен в ряде случаев гайка не должна выступать за плоскость, проходящую через вершинные режущие кромки.
3. Концевые, или хвостовые, долбяки, применяемые для нарезания колес внутреннего зацепления, имеют диаметр 25…38 мм и модуль 1…4 мм.
Долбяки работают на специальных зубодолбежных станках моделей 5А12, 514, 516 и других по методу обкатывания. Процесс обработки производится непрерывно до полного нарезания всех зубьев колеса. Основное движение резания – прямолинейное или винтовое возвратно-поступательное вдоль зуба колеса.
При обратном движении долбяк отходит от заготовки, чтобы устранить трение режущих кромок об обратную поверхность зуба колеса. Кроме того, инструмент и заготовка совершают кинематически согласованное вращение вокруг своих осей, осуществляя круговую подачу в обкаточном движении начальных окружностей нарезаемого колеса и долбяка. Зубодолбежные станки имеют также движение радиальной подачи врезания долбяка в заготовку.
Долбяк как инструмент получается из цилиндрического зубчатого колеса путем создания передних и задних углов по всему контуру режущих кромок. В результате его задние поверхности получаются похожими на коническое колесо с равновысоким зубом.
Однако в отличие от конического колеса, у которого образующая начального конуса расположена на конической поверхности, у долбяка образующая начального цилиндра лежит на цилиндрической поверхности. Делительный диаметр является постоянным в любом сечении, перпендикулярном к оси долбяка.
Нетрудно представить, что задние поверхности зубьев долбяка можно получить зуборезной гребенкой, исходный контур которой равен исходному контуру инструментальной рейки. Такая рейка кроме обкаточного относительного движения должна совершать движение резания вдоль зуба долбяка, т.е. в направлении под задним углом к наружному или делительному цилиндрам. В действительности долбяк будет представлять собой корригированное колесо с прямыми или косыми зубьями, снабженное соответствующими углами резания. Такое колесо образовано смещением исходного контура инструментальной рейки.
В каждом сечении,
перпендикулярном к оси долбяка, будет
своя величина смещения исходного контура
рейки
![]() .
.

На рисунке показаны
различные сечения долбяка, перпендикулярные
к его оси. Сечение 1-1, проходящее через
вершинные режущие кромки нового долбяка,
назовем начальным. В этом сечении
максимальным
![]() ,
где
,
где
![]() - коэффициент смещения контура
инструментальной рейки.
- коэффициент смещения контура
инструментальной рейки.
Сечение О-О называется исходным. В нем смещение исходного контура равно нулю, т.е. y=0. Это сечение называется также и расчетным, т.к. в нем определяются основные параметры долбяка.
Сечение 2-2 назовем
конечным, соответствующим окончательно
сточенному долбяку. Сечение образовано
отрицательным смещением исходного
контура рейки. В нем
![]() .
.
В любом сечении, перпендикулярном к оси долбяка, будем иметь эвольвентные кривые, образованные от одного и того же основного цилиндра диаметром
![]() ,
где
,
где
![]() - диаметр делительной окружности долбяка,
- диаметр делительной окружности долбяка,
![]() - угол профиля инструментальной рейки,
m
– модуль зубьев долбяка,
- угол профиля инструментальной рейки,
m
– модуль зубьев долбяка,
![]() - число зубьев долбяка.
- число зубьев долбяка.
Эти эвольвентные
кривые будут смещены относительно друг
друга не только в направлении к оси
долбяка, но и по дуге делительной
окружности. Величина этого смещения
пропорциональна x.
В направлении к оси долбяка
![]() ,
по делительной окружности
,
по делительной окружности
![]() .
Смещением исходного контура инструментальной
рейки зубья долбяка образуются как бы
в результате двух равномерных движений
эвольвентной кривой: вдоль оси долбяка
и вращением вокруг его оси. Вследствие
этого боковые поверхности зубьев долбяка
получаются эвольвентными винтовыми
поверхностями, имеющими постоянными
делительный диаметр и диаметр основной
окружности.
.
Смещением исходного контура инструментальной
рейки зубья долбяка образуются как бы
в результате двух равномерных движений
эвольвентной кривой: вдоль оси долбяка
и вращением вокруг его оси. Вследствие
этого боковые поверхности зубьев долбяка
получаются эвольвентными винтовыми
поверхностями, имеющими постоянными
делительный диаметр и диаметр основной
окружности.
Поворот эвольвентной
кривой вокруг оси долбяка образует
боковые задние углы у режущих кромок
зубьев. Винтовые поверхности получаются
разного направления. Для левой стороны
зуба долбяка винтовая поверхность
получается левозаходной, для правой
стороны – правозаходной. Шаг, или ход,
этих винтовых поверхностей постоянный
и определяется из соотношения
![]() ,
где
,
где
![]() - угол наклона винтовой линии к оси
долбяка соответственно на основном и
делительном цилиндрах.
- угол наклона винтовой линии к оси
долбяка соответственно на основном и
делительном цилиндрах.
Угол
![]() равен заднему углу на боковых режущих
кромках
равен заднему углу на боковых режущих
кромках
![]() при его измерении в
при его измерении в
сечении цилиндром,
концентричном оси долбяка.
![]() .
.
Угол
![]() находят следующим образом. При перемещении
эвольвентного контура вдоль оси долбяка
на величину х он повернется по дуге
делительной окружности относительно
этой же оси на
находят следующим образом. При перемещении
эвольвентного контура вдоль оси долбяка
на величину х он повернется по дуге
делительной окружности относительно
этой же оси на
![]() или
или
![]() .
Если х будет равен шагу винтовой
поверхности Р, то
.
Если х будет равен шагу винтовой
поверхности Р, то
![]() .
Тогда
.
Тогда
![]() .
Но
.
Но
![]() .
Поэтому
.
Поэтому
![]() .
.
В различных сечениях, перпендикулярных к оси долбяка, профиль зубьев будет описан одной и той же эвольвентной кривой, но различными ее участками. Известно, что одна и та же эвольвентная кривая в различных точках имеет различную кривизну. У нового долбяка на головке зуба добавляется отрезок эвольвенты с большим радиусом кривизны и с большим углом давления. Профиль долбяка в сечении 2-2 получит у ножки зуба новый отрезок этой же эвольвенты, который имеет меньший радиус кривизны и меньший угол давления. Поэтому при переточке долбяка профиль его зубьев будет изменяться.
Другая причина неустранимых погрешностей состоит в том, что проекция режущей кромки AB на плоскость АС не будет эвольвентной кривой, хотя режущая кромка лежит на эвольвентной поверхности.
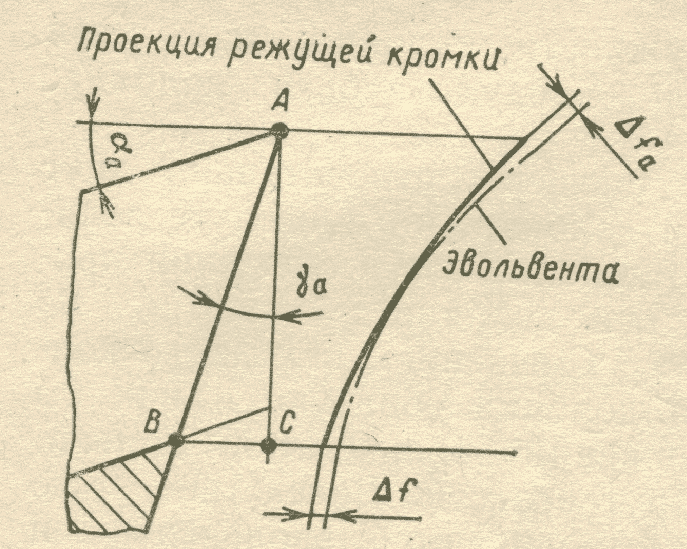
Она будет такой,
как показано на рисунке. Наибольшее
отклонение
![]() получается на головке зуба долбяка с
m=5
мм,
получается на головке зуба долбяка с
m=5
мм,
![]() =0,011
мм.
=0,011
мм.