

Сверла для глубокого сверления
Основные причины появления этих сверл:
-
Обеспечение прямолинейной оси.
-
Точность
Невозможно заточить одинаково режущие кромки. Спиральное сверло уходит и прямой линии невозможно обеспечить.
Под глубоким сверлением понимают сверление отверстий на глубину превышающую диаметр в 8 раз и выше. Применяются такие сверла на токарно сверлильных станках; при вращающейся заготовке и не вращающимся инструменте.
Глубокому сверлению предъявляются следующие требования:
-
Прямолинейность оси отверстия
-
Концентричность отверстия по отношению к наружной поверхности
-
Цилиндричность отверстия по всей длине
-
Чистота и точность обработки в пределах между 2-м и 3-м классами точности
Сверла для глубокого сверления охватывают широкий диапазон диаметров в пределах от 6 – 400 мм. В практике встречаются различные конструкции сверл обусловливленные размерами деталей и техническими требованиями к ним. Наиболее часто для глубокого сверления применяются пушечные, ружейные сверла, спиральные сверла и головки для кольцевого сверления.
Пушечные сверла представляют собой стержень ½ диаметра.
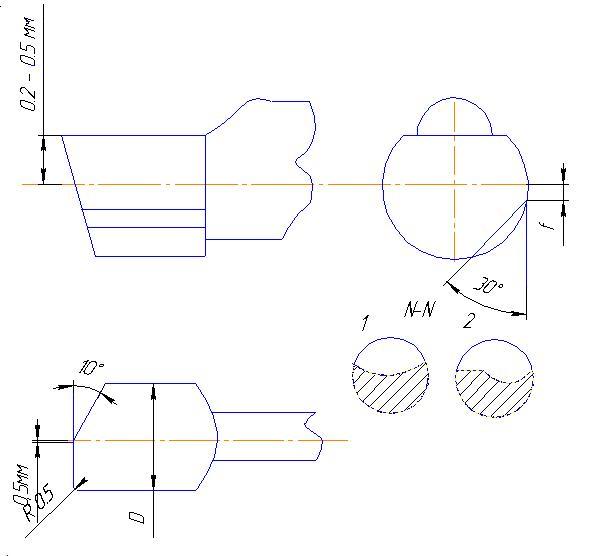
Главная режущая кромка направлена перпендикулярно оси. А вспомогательная под углом 10° причем наличие главной режущей кромки на расстоянии 0,1мм от оси сверла. Передняя поверхность во избежании заедания делается на 0,2 – 0,5 мм выше оси сверла. Вдоль всей длины режущей части на 30°
α=8° - 10°.
Величина утонения в пределах 0,03 – 0,5 на каждые 100 мм. длины. Для мелких сверл передняя поверхность с целью улучшения делается I-I, для других II.
По характеру своей работы такие сверла напоминают расточной резец поэтому их можно применять при сверлении в кондукторе либо при предварительном надсверленном отверстии с тем чтобы обеспечить сверлу достаточную опорную поверхность. Более совершенным являются ружейные сверла. Они представляют цилиндрический стержень с внутренним отверстием для подвода охлаждающей жидкости. Особенность этих сверл заключается в следующем:
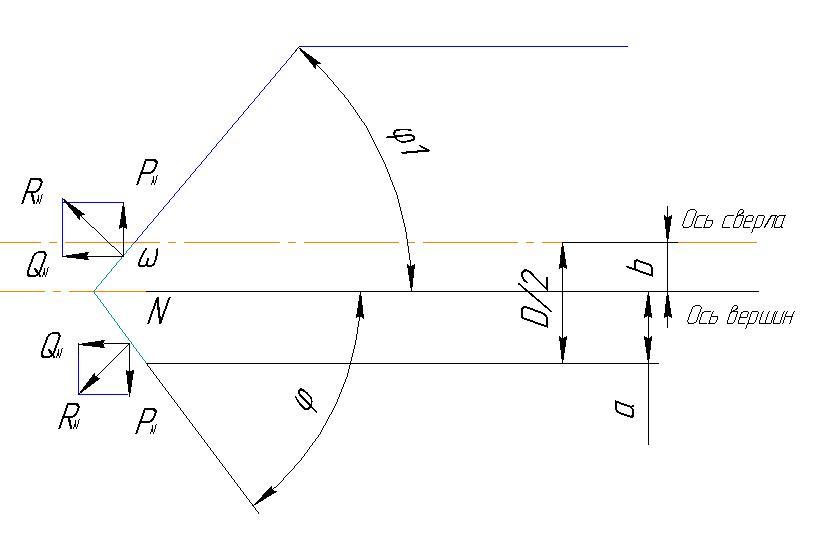
Вершина имеет одну режущую кромку состоящую из двух частей. Вершина смещена относительно оси на величину b. Обычно принимается b=a=0.25dсв смещение вершины образует конус служащий упором сверху и обеспечивающим ему направление в процессе резания.
Обеспечение
прямолинейности отверстия
![]() ,
длина режущей кромки N
больше другой режущей кромки W,
поэтому усилие резания по кромке N
больше чем усилие резания по кромке W.
В частности радиальные составляющие
N>W.
Поэтому резание стремится к меньшей
W-стороне.
,
длина режущей кромки N
больше другой режущей кромки W,
поэтому усилие резания по кромке N
больше чем усилие резания по кромке W.
В частности радиальные составляющие
N>W.
Поэтому резание стремится к меньшей
W-стороне.
С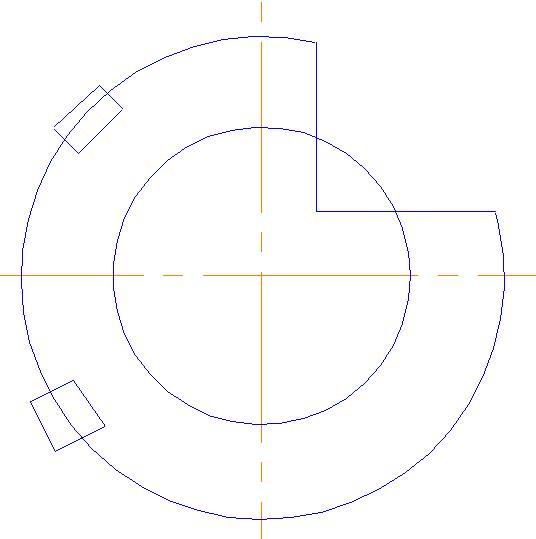 верло
не уводится и обеспечивает высокую
точность обрабатываемого отверстия.
Такими сверлами можно получить обработку
с получением центра.
верло
не уводится и обеспечивает высокую
точность обрабатываемого отверстия.
Такими сверлами можно получить обработку
с получением центра.
Для более глубокого сверления могут применяться и спиральные сверла с четырьмя ржущими кромками и с четырьмя ленточками, которые обеспечивают лучшее направление такого сверла в работе. Они снабжаются центральными отверстиями для подвода охлаждающей жидкости. Такие сверла хотя и обладают высокой производительностью, но не обеспечивают достаточно чистой обрабатываемой поверхности, и не уводит от удара. Увод сверла связан с неправильной заточкой.