

Лекция №19
Протягивание:
Многогранный вариант групповой схемы резания имеет так же черновые зубья построенные секциями, но построение режущих участков производится с помощью затыловочных ленточек. Применять указанный вариант схемы резания наиболее целесообразно при четырех и пяти зубых секциях, так как при двух и трех зубых значительно уменьшается величина подачи, величина подъема и допуск, условия разделения стружки. Схемы резания предположительно имеют черновые секции состоящие из 2-х зубьев.
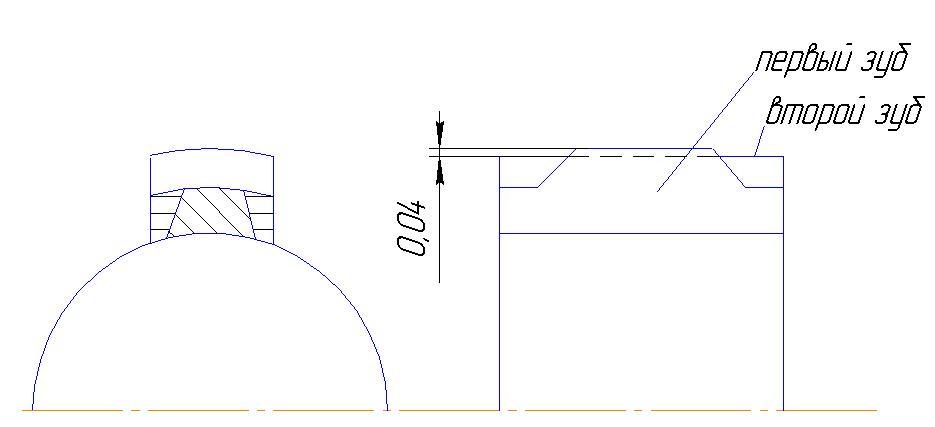
Такие протяжки позволяют применять подъем на зуб 0,4мм., что значительно уменьшает длину протяжки. Трапециидальный вариант групповой схемы обеспечивает срезание припуска секциями состоящими из 2 и 3 зубьев. Составляя приведенные схемы резания при протягивании необходимо отметить, что профильная схема резания обладает недостатком, который препятствует повышению производительности и эффективности процесса протягивания, который заключается в следующем:
-
Протягивание осуществляется периметром зуба, что требует создания стружкоразделительных устройств, которые уменьшают стойкость протяжки.
-
Ослабляется прочность режущих кромок на уголках в месте сопряжения стружкоразделительных канавок. С режущей кромкой.
-
Отсутствие заднего угла на вспомогательных режущих кромках.
Протяжки изготовленные по генераторной схеме резания являются более технологичными в изготовлении, но обеспечивают более точный профиль. Прогрессивная схема резания позволяет сжимать более толстые стружки, что важно при протягивании необработанных поверхностей литья и поковок. Они менее технологичны в изготовлении , но тем не менее эта схема шире применяется.
Силы резания при протягивании
Протяжка при
работе находится под воздействием силы
резания для противодействия которой
она должна иметь соответствующую
прочность. Усилия суммарные резания
при протягивании складываются:
![]() .
Расчет протяжек на прочность проще под
воздействием силы
.
Расчет протяжек на прочность проще под
воздействием силы
![]() .
Силы
.
Силы
![]()
![]() обычно не велики. Работают на сжатие
тела протяжки и при расчете не учитываются.
Усилие резания
обычно не велики. Работают на сжатие
тела протяжки и при расчете не учитываются.
Усилие резания
![]() можно определить эмпирически формулам.
Определяют через ударную силу резания:
можно определить эмпирически формулам.
Определяют через ударную силу резания:
![]() ,
где
,
где
![]() - ударная сила резания в
- ударная сила резания в
![]() среднего
слоя, f
– площадь снимаемая одним зубом, z
– число зубьев одновременно находящихся
в работе. Площадь стружки:
среднего
слоя, f
– площадь снимаемая одним зубом, z
– число зубьев одновременно находящихся
в работе. Площадь стружки:
![]()
![]()
![]() ,
,
![]() - количество зубьев находящихся в работе
одновременно
- количество зубьев находящихся в работе
одновременно
b – ширина протягивания, длина режущей кромки.
![]() , где l
– длина протягиваемой поверхности.
, где l
– длина протягиваемой поверхности.
t – шаг зубьев протяжки.
Величина ударной силы резания зависит от физико-механических свойств обрабатываемого материала и толщины срезаемого слоя. Известно, чем хрупче обрабатываемый материал, тем больше значение имеет ударная сила.
Толщина срезаемого слоя имеет сложную обратно степенную зависимость.
С опоставляя
процесс резания зубом при тонкой и
толстой стружке можно отметить, что при
тонкой стружке в пределах 0,02 – 0,03 мм.
зубья протяжки срезают в оси металл
скругленным резцом, то есть при
отрицательных передних углах, в то время
как при толстой стружке резание происходит
в основной зоне при положительных
передних углах, что и оказывает влияние
на ударную силу резания. Прочность
протяжки определяется как:
опоставляя
процесс резания зубом при тонкой и
толстой стружке можно отметить, что при
тонкой стружке в пределах 0,02 – 0,03 мм.
зубья протяжки срезают в оси металл
скругленным резцом, то есть при
отрицательных передних углах, в то время
как при толстой стружке резание происходит
в основной зоне при положительных
передних углах, что и оказывает влияние
на ударную силу резания. Прочность
протяжки определяется как:
![]() Основное сечения
у протяжки бывает у шейки хвостовика
либо по первому зубу (у крупных протяжек)
Основное сечения
у протяжки бывает у шейки хвостовика
либо по первому зубу (у крупных протяжек)
для круглых,
шлицевых, квадратных и др. протяжки с
кольцевой канавкой, допустимое напряжение
принимаем
![]() . Меньшие значения применяются если уз
стали ХВТ, а большие при изготовлении
протяжки из быстрорежущих сталей.
. Меньшие значения применяются если уз
стали ХВТ, а большие при изготовлении
протяжки из быстрорежущих сталей.