

Конструктивные элементы метчиков
Основные конструкционные элементы метчиков: применяемая схема, распределение работы, оформление режущей, колебрующей и хвостовой частей, число канавок, их профиль и направление, геометрия режущих элементов и элементы резьбы.
При распределении работы метчиков существует 3 конструкции оформления:
-
нормальная
-
шахматная
-
коррегированная
Н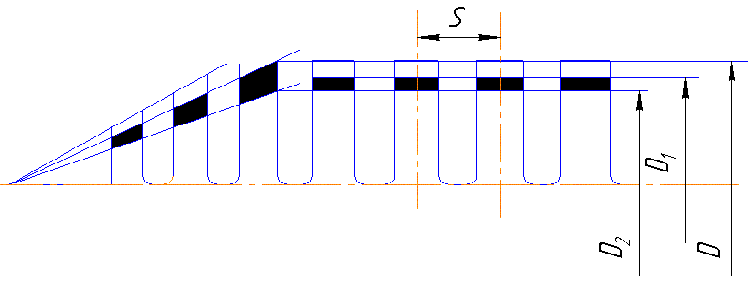 ормальная
конструкция предусматривает 2 вида
цилиндрического и конического.
Цилиндрическая конструкция предусматривает
комплект из двух или трех метчиков. Все
метчики комплекта имеют разные наружные
и средние диаметры причем полный профиль
резьбы имеет лишь последний метчик:
ормальная
конструкция предусматривает 2 вида
цилиндрического и конического.
Цилиндрическая конструкция предусматривает
комплект из двух или трех метчиков. Все
метчики комплекта имеют разные наружные
и средние диаметры причем полный профиль
резьбы имеет лишь последний метчик:

![]() - минимальные
наружные диаметры метчиков
- минимальные
наружные диаметры метчиков
![]() - минимальные
средние диаметры метчиков.
- минимальные
средние диаметры метчиков.
S – шаг резьбы.
Распределение нагрузки на отдельные метчики:
-
черновой метчик: 56% - 60% общей нагрузки
-
средний: 28% - 30%
-
чистовой: 10% - 16%.
При комплекте из 2-х метчиков на первый приходится примерно 70% нагрузки. Коническую часть для всех трех метчиков комплекта берут различной в зависимости от шага резьбы:
Для чернового:
![]()
Для среднего:
![]()
Для чистового:
![]()
Угол наклона образующей конуса в первом случае 4 – 5° во втором 13°. В третьем 18 - 23°.
К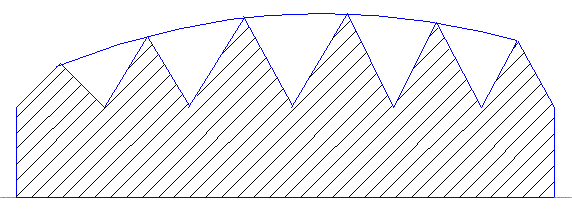 оническая
конструкция предусматривает использование
одного метчика в комплекте, который
применяется при машинной и станочной
обработке получить полный профиль и на
конической и заточной части. Что улучшает
врезание метчика в деталь. По мере
врезания поверхность трения значительно
возрастает и метчик работает в более
тяжелых условиях. С повышением
трудоемкосного изготовления они широкого
распространения не получили.
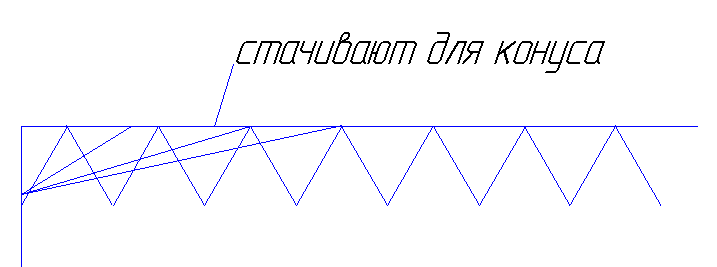
Метчики
с шахматным расположением зубьев
отличаются от нормальный тем, что зубья
у них чередуют шаг. В результате чего
толщина среза приходящегося на каждый
зуб в два раза больше чем у обычного
метчика с нормальной схемой резания,
однако момент трения в этом случае
значительно сокращается. Недостатком
такой схемы является то, что в связи с
увеличением среза увеличивается
температура среза, что приводит к
повышению стойкости. Операция по
уменьшению зуба ухудшает работу.
Корригирующие метчики отличаются тем,
что у них профиль зуба несколько
корригирован и направляется за своей
конусности метчика.
оническая
конструкция предусматривает использование
одного метчика в комплекте, который
применяется при машинной и станочной
обработке получить полный профиль и на
конической и заточной части. Что улучшает
врезание метчика в деталь. По мере
врезания поверхность трения значительно
возрастает и метчик работает в более
тяжелых условиях. С повышением
трудоемкосного изготовления они широкого
распространения не получили.
Метчики
с шахматным расположением зубьев
отличаются от нормальный тем, что зубья
у них чередуют шаг. В результате чего
толщина среза приходящегося на каждый
зуб в два раза больше чем у обычного
метчика с нормальной схемой резания,
однако момент трения в этом случае
значительно сокращается. Недостатком
такой схемы является то, что в связи с
увеличением среза увеличивается
температура среза, что приводит к
повышению стойкости. Операция по
уменьшению зуба ухудшает работу.
Корригирующие метчики отличаются тем,
что у них профиль зуба несколько
корригирован и направляется за своей
конусности метчика.
Оформление режущей, колибрующей, хвостовой частей метчика
Основную работу
по срезанию припуска выполняет заборная
режущая часть метчика. Каждый зуб метчика
работает как резец, причем все зубья
обеспечивают общую работу по снятию
припуска поскольку сопротивление
резанию зависит от величины снимаемой
стружки, необходимым условием для
создания нормальных условий резания
является сечение стружки снимаемой
одним зубом метчика. Если метчик по
окружности имеет z-канавок,
то на длине равной одному шагу, они имеют
стружку толщиной
![]() ,
где a
– толщина стружки приходящейся на 1
зуб. При работе метчика необходимо
нарезать резьбу на величину t
при сечении всей длины заборной часть
,
где a
– толщина стружки приходящейся на 1
зуб. При работе метчика необходимо
нарезать резьбу на величину t
при сечении всей длины заборной часть
![]() - метчика, если шаг резьбы метчика
обозначить через S,
то общее количество метчиков можно
обозначить как:
- метчика, если шаг резьбы метчика
обозначить через S,
то общее количество метчиков можно
обозначить как:
![]() ,
величина стружки снимаемой одним зубом:
,
величина стружки снимаемой одним зубом:
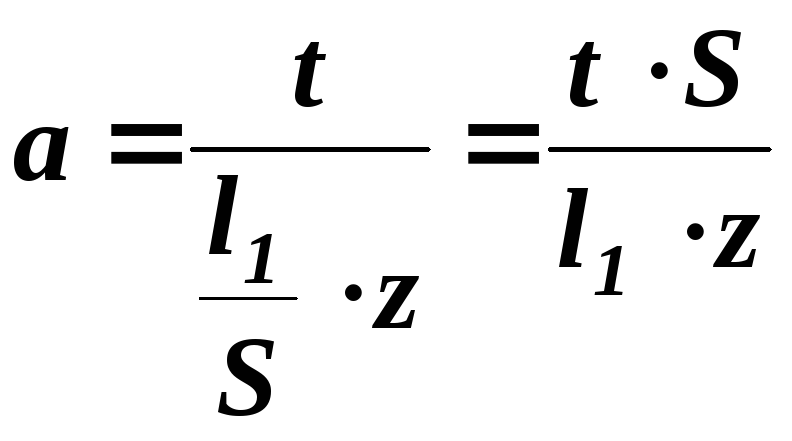 - величина стружки
снимаемой одним зубом, откуда:
- величина стружки
снимаемой одним зубом, откуда:
![]() ,
,
![]() - коэффициент конусности заборной части
метчика.
- коэффициент конусности заборной части
метчика.
![]() - длина заборной
части
- длина заборной
части
![]() =0,01
– 0,012
=0,01
– 0,012
коэффициент
конусности
![]() - рекомендуется принимать меньше для
метчиков для глухих отверстий, а для
сквозных отверстий
- рекомендуется принимать меньше для
метчиков для глухих отверстий, а для
сквозных отверстий
![]() =0,004
– 0,006
=0,004
– 0,006
Практикой установлено, что наиболее благоприятное условие метчика соответствует короткому либо очень длинному заборному конусу. Длинный конус трудоемок в изготовлении и требует большого расхода материала, то более целесообразны конструкции с короткой часть. При этом необходимо обеспечить достаточную прочность метчика. Режущая кромка по заборной части должны быть расположены по окружности и одинаково затылованы. Биение наружной поверхности должно быть 0,03…0,04. Цилиндрическая часть метчика служит для калибрования, и для направления в работе. Чем короче калибрующая часть, тем легче работает метчик. Для ручных метчиков длина калибрующей части: (6…12)S.
Для гаечных метчиков длина калибрующей части: 8S.
При проектировании надо учитывать, что длина калибрующей часть при переточках должна быть в пределах 0,5d – нарезания резьбы, для ручных резьб: (1,0…1,2)d. На калибрующей части делают утонение которое для цилиндрической резьбы метчиков составляет (0,05…0,1)мм. На каждые 100мм длины калибрующей части метчика. Для метчиков со шлифованной резьбой 0,04…0,08мм.
Хвостовая часть
метчика состоит из квадрата, который
служит для передачи
![]() ,
диаметр хвостовика у метчика диаметром
7мм. и более делают на 0,25…1,5мм меньше
внутреннего диаметра резьбы, а при
меньших диаметрах резьбы хвостовик
делают несколько больше или равным
наружному диаметру резьбы. Длина
хвостовой часть принимается в зависимости
от назначения и его диаметра.
,
диаметр хвостовика у метчика диаметром
7мм. и более делают на 0,25…1,5мм меньше
внутреннего диаметра резьбы, а при
меньших диаметрах резьбы хвостовик
делают несколько больше или равным
наружному диаметру резьбы. Длина
хвостовой часть принимается в зависимости
от назначения и его диаметра.
ЛЕКЦИЯ №24
ЧИСЛО КАНАВОК, ИХ ПРОФИЛЬ И НАПРАВЛЕНИЕ
Число зубьев по окружности метчика зависит от ряда факторов:
-
от обрабатываемого материала
-
точности нарезаемой резьбы
-
диаметра метчика и длины заборной части.
Число зубьев у ручных гаечных и машинных метчиков принимается: 2 – 6 в зависимости от диаметра резьбы метчика.
У плашечных 3 – 4, у трубных 4 – 12, у маточных 1 – 10.
Профиль канавки должен обеспечивать ряд требований:
-
в канавках должна свободно помещаться стружка (особенно при нарезании резьбы в глухих отверстиях)
-
содействовать хорошему образованию и отводу стружки
-
не допускать резание при вывертывании метчика, а так же колебания и спресование стружки в канавке.
-
не иметь резких и острых переходов с целью предотвращения образования трещин при заточке.
d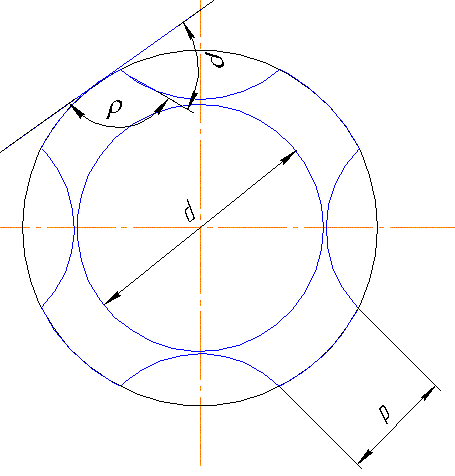 – диаметр сердцевины
– диаметр сердцевины
p – ширина паза
![]() - углы характерные
метчику.
- углы характерные
метчику.
d сердцевины и ширина паза принимаются в зависимости от числа зубьев и диаметра наружного метчика.
На калибрующей части эти величины имеют большее значение, а для режущей части несколько меньшие.
![]() ,
,
![]()
 Для
того, что бы не было зацепления стружки
при ввертывании метчика угол
Для
того, что бы не было зацепления стружки
при ввертывании метчика угол
![]() =82°…85°,
угол
=82°…85°,
угол
![]() всегда >90°. Канавку на режущей части
следует несколько углублять по сравнению
с калибрующей частью, это несколько
увеличивает пространство для размещения
стружки, которая за счет конусности
заборной части уменьшает диаметр. Обычно
метчики изготавливаются с прямыми
канавками вдоль оси. При обработке
вязких материалов целесообразно иметь
винтовые канавки с углом ω=10° - 16°.
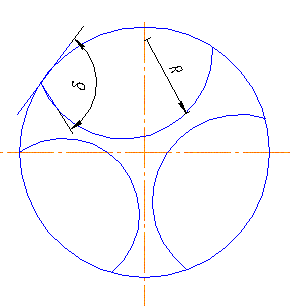
Существует целый ряд очертаний канавок
между зубьями метчиков, которые не
стандартизованы. Простая форма: впадина
между зубьями очерчена по 1, которая
выбирается в зависимости от размеров
метчика. Преимущество: не требуется
специального инструмента, пользуются
полукруглой фрезой. Однако при вывертывании
метчика затылок режет металл и портит
угол δ>90° и искажает резьбу. Стараются
уголок срезать, но здесь нужна специальная
фреза, потому что передняя поверхность
очертана по дуге окружности, метчик
работает неправильно.
всегда >90°. Канавку на режущей части
следует несколько углублять по сравнению
с калибрующей частью, это несколько
увеличивает пространство для размещения
стружки, которая за счет конусности
заборной части уменьшает диаметр. Обычно
метчики изготавливаются с прямыми
канавками вдоль оси. При обработке
вязких материалов целесообразно иметь
винтовые канавки с углом ω=10° - 16°.
Существует целый ряд очертаний канавок
между зубьями метчиков, которые не
стандартизованы. Простая форма: впадина
между зубьями очерчена по 1, которая
выбирается в зависимости от размеров
метчика. Преимущество: не требуется
специального инструмента, пользуются
полукруглой фрезой. Однако при вывертывании
метчика затылок режет металл и портит
угол δ>90° и искажает резьбу. Стараются
уголок срезать, но здесь нужна специальная
фреза, потому что передняя поверхность
очертана по дуге окружности, метчик
работает неправильно.
Второй вид:
у гол
δ<90°. Недостатки: применяются специальные
фрезы для фрезерования канавок. Передняя
поверхность очертана по дуге окружности,
следовательно угол резания по высоте
профиля является переменным.
гол
δ<90°. Недостатки: применяются специальные
фрезы для фрезерования канавок. Передняя
поверхность очертана по дуге окружности,
следовательно угол резания по высоте
профиля является переменным.
Третий вид:
и передняя и затылованная поверхность
очерчены по прямой.
передняя и затылованная поверхность
очерчены по прямой.
Недостаток:
требуется специальная фреза. Такой
метчик хорошо работает так как имеет
постоянный передний угол, который при
переточках не смещается. Для получения
нормальных условий резания необходимо
правильно оформить угол резания зубьев
метчика. Величину угла γ выбирают в
зависимости от обрабатываемого материала:
![]() .
Меньше значения для хрупких и твердых
материалов и больше для вязких материалов.
.
Меньше значения для хрупких и твердых
материалов и больше для вязких материалов.
В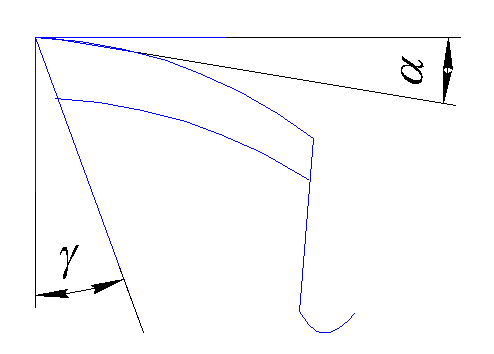 еличину
угла γ выбирают в зависимости от
обрабатываемого материала для хрупких
и твердых материалов.
еличину
угла γ выбирают в зависимости от
обрабатываемого материала для хрупких
и твердых материалов.
Величину угла α
принимают от типа метчика и его назначения
в пределах:
![]() .
Задание угла αв металлах получается за
счет затылования зубьев:
.
Задание угла αв металлах получается за
счет затылования зубьев:
![]() - величина падения затылка.
- величина падения затылка.
d – наружный диметр метчика, z – число зубьев.
Ручные метчики нешлифованным профилем затылуются только по режущей
части. Это для того, что бы при ввертывании метчика не произошло заклинивание. Гаечные метчики затылуются по режущей и по калибрующей части (так как они работают на проход) с шлифованным профилем.
М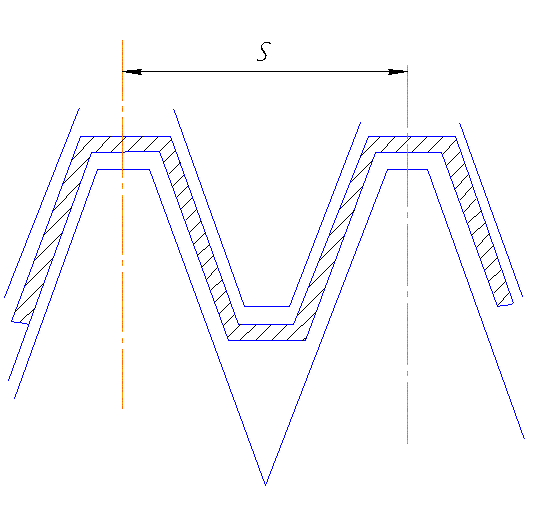 етчики
со шлифованным профилем затылуются как
по режущей так и по калибрующей части,
что бы избежать прикипание металла к
резьбе метчика.
етчики
со шлифованным профилем затылуются как
по режущей так и по калибрующей части,
что бы избежать прикипание металла к
резьбе метчика.
Резьбы характеризуются:
![]() ,
как располагается поле допуска резьбы
метчика в зависимости от поля допуска
нарезаемой резьбы:
,
как располагается поле допуска резьбы
метчика в зависимости от поля допуска
нарезаемой резьбы:
Учитывая, что метчик несколько разбивает резьбу, верхний предел его профиля распологают несколько шире верхнего предела резьбы гайки. На нижней предельный размер не оговаривается.
Так как метчик в процессе эксплуатации изнашивается по профилю, с целью повышения его долговечности нижний предел поля допуска метчика располагается несколько выше нижнего предела поля допуска гайки.
Отклонение по углу профиля, в основном зависит от правильной установки инструмента на станке и его точности.
Качество метчиков определяется техническими условиями на их изготовление, которые регламентированы ГОСТом. Твердость метчиков из стали R18, R6, M5, диаметром до 6мм, в пределах HRC=61 – 63, Диаметром 6мм. HRC=62 – 65 единиц, для углеродистых сталей диаметром 6мм: HRC=59 – 61, диаметром больше 6 мм: HRC=60 – 62.
Метчики должны
быть остро заточены, без завалов, по
режущим кромкам. Шероховатость поверхности
отдельных элементов должна быть 6 – 8
класса. Предельные отклонения
![]() и
и
![]() не должны превышать
не должны превышать
![]() .
Нарезание резьбы в глухих отверстиях
(особенно станочным способом) должно
производиться с помощью специальных
распределительных патронов.
.
Нарезание резьбы в глухих отверстиях
(особенно станочным способом) должно
производиться с помощью специальных
распределительных патронов.
ПЛАШКИ
Предназначены для нарезания наружных резьб как вручную так и на станках. В зависимости от конструктивных форм и применения плашки делят на 2 группы:
-
круглые
-
раздвижные
круглые бывают: цельные, прорезные и трубчатые
Круглые применяют для нарезания цилиндрических и конических резьб на токарных , револьверных станках и автоматах. Они обеспечивают получение достаточно чистой резьбы, но быстро изнашиваются. Цельные плашки по мере изнашивания могут превращаться в прорезные.
Качество резьбы нарезанной прорезными, невысокий, так как диаметры не искажаются.
Круглые плашки для нарезания конической резьбы стандартизованы. Они не отличаются по внешнему виду от плашек для цилиндрической резьбы, но высота плашек зависит от вида нарезаемой резьбы.
Трубчатые плашки, цилиндрические, это труба на которую одевают кольцо. Кольцо с помощью которого регламентируют резьбу.
д ля
нарезания резьбы трубчатые плашки
применяются. Так же применяются для
калибрования резьбы.
ля
нарезания резьбы трубчатые плашки
применяются. Так же применяются для
калибрования резьбы.
Раздвижные плашки состоят из 2-х половинок (модно нарезать резьбу без предварительной обработки заготовки)