

Конструктивные и геометрические элементы плашек
Основными конструктивными элементами плашек являются:
наружный диаметр плашки – D
Толщина плашки – B
Режущая и калибрующая части
Ширина перьев – b
Диаметр стружечных отверстий
Углы резания
![]() и
и
![]()
Отверстия для крепления и регулирования
ПЛАШКИ И ЭЛЕМЕНТЫ РЕЗЬБЫ:
Наружный диаметр плашки зависит от размера нарезаемой резьбы и от диаметра стружечных отверстий. С увеличением диаметра стружки увеличивается отвод стружки и уменьшается опасность поломки перьев, но при этом увеличивается наружный диаметр, ведет к лишнему расходу инструментальной стали и повышает трудоемкость изготовления. Наружный диаметр поэтому стандартизован: D=16 – 90мм.
Толщина плашки выбирается от типа нарезаемой резьбы. С увеличением искажения резьбы плашки по шагу и профилю, Учитывая что резьба плашек после термообработки не шлифуется, то это имеет существенное значение для работы. Обычно высота плашки такая, что бы на ней размещалось 6 – 8 витков, на режущей части 1.5 – 2 витка на калибрующей части 3 – 5 витков.
У плашек с мелким шагом приходится идти на повышение числа витков, а так же для изготовления плашки выточкой.
Число стружечных канавок принимается в зависимости от диаметра резьбы и от назначения плашки в пределах 3 – 7. С уменьшением количества отверстий увеличивается нагрузка на каждое перо, но уменьшается момент резания за счет сокращения трущихся поверхностей.
 Режущая
часть производит основную работу по
снятию припуска. Для лучшего использования
плашки снабжаются режущей частью с двух
сторон, что позволяет использовать как
одну так и другую сторону.
Режущая
часть производит основную работу по
снятию припуска. Для лучшего использования
плашки снабжаются режущей частью с двух
сторон, что позволяет использовать как
одну так и другую сторону.
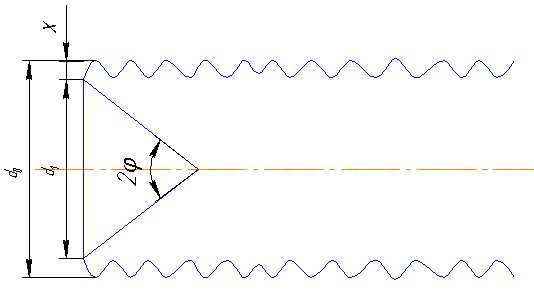
![]()
Для нормализуемых плашек <2φ
Для всех резьб
![]()
![]() .
Однако это нельзя считать удовлетворительным.
Для резьб с шагом 4 – 5мм необходимо
иметь:
.
Однако это нельзя считать удовлетворительным.
Для резьб с шагом 4 – 5мм необходимо
иметь:
![]() .
.
Для резьб с S=2
– 3мм -
![]() .
Для обеспечения лучшего захватывания
заготовки
.
Для обеспечения лучшего захватывания
заготовки
![]() ,
делаются больше
,
делаются больше
![]() плашки на величину 2x/
Величина х=0.3 – 0.8мм в зависимости от
размеров резьбы. Калибрующая часть
предназначена для калибрования зубьев
на плашке служат так же запасом витков
на переточку. Запас витков обычно
небольшой, так как с увеличением ширины
плашки увеличивается дефекты шага при
термообработке. Длина калибрующей части
4 – 5 витков , ширина пера имеет значительное
влияние на работоспособность плашки.
С увеличением плашка лучше центрируется,
лучше направляется в работе и повышается
прочность перьев. Но с увеличением
возникают дополнительные силы трения,
а так же уменьшается расстояние между
первыми, что приводит к худшему стружечному
отводу. Наиболее часто это происходит
из—за неправильного выбора «В» - наиболее
целесообразно считается
плашки на величину 2x/
Величина х=0.3 – 0.8мм в зависимости от
размеров резьбы. Калибрующая часть
предназначена для калибрования зубьев
на плашке служат так же запасом витков
на переточку. Запас витков обычно
небольшой, так как с увеличением ширины
плашки увеличивается дефекты шага при
термообработке. Длина калибрующей части
4 – 5 витков , ширина пера имеет значительное
влияние на работоспособность плашки.
С увеличением плашка лучше центрируется,
лучше направляется в работе и повышается
прочность перьев. Но с увеличением
возникают дополнительные силы трения,
а так же уменьшается расстояние между
первыми, что приводит к худшему стружечному
отводу. Наиболее часто это происходит
из—за неправильного выбора «В» - наиболее
целесообразно считается
![]() (ширина пера). В крайнем случае
(ширина пера). В крайнем случае
![]() ,
но не больше. Размер и распределение
стружечных канавок выбирается
соответстве6нно от размера резьбы и по
значению плашки.
,
но не больше. Размер и распределение
стружечных канавок выбирается
соответстве6нно от размера резьбы и по
значению плашки.
ЛЕКЦИЯ №25
УГЛЫ РЕЗАНИЯ ПЛАШКИ
 Передний
угол у плашки выбирается в зависимости
от обрабатываемого материала. Для
твердых материалов: γ=10° - 15°. Для мягких:
γ=20° - 25°
Передний
угол у плашки выбирается в зависимости
от обрабатываемого материала. Для
твердых материалов: γ=10° - 15°. Для мягких:
γ=20° - 25°
Для нормализованных
плашек предназначенных для материалов
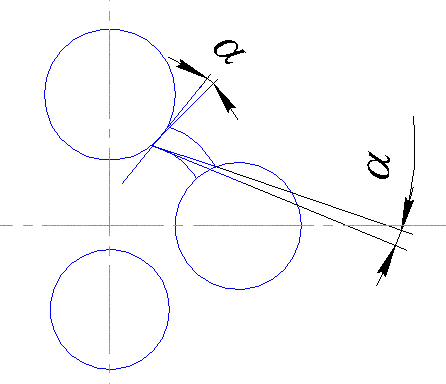
средней твердости γ=15° - 18°. Задний угол
α на задней режущей части оказывает
большое влияние на шероховатость резьбы.
Для нормализованных плашек α=6 - 9°. Задний
угол на режущей части получается за
счет затылования по архимедовой спирали
на специальных затыловочных станках.
Величина падения затылка определяется:
![]() ,
d
– внутренний диаметр резьбы, n
– число перьев.
,
d
– внутренний диаметр резьбы, n
– число перьев.
Из-за технологической сложности задний угол на калибрующей части плашки не делают. Это хотя и ухудшает условия резания, но зато увеличивает самозатягивание плашки в обрабатываемую деталь и способствует получению гладкой поверхности нарезаемой резьбы.