

Сущность метода обкаточного огибания
В процессе резания
инструмент и заготовка совершают
определенные движения, соответствующие
принятой схеме обработки. В результате
этого обработанная поверхность детали
занимает относительно инструмента ряд
последовательных положений. Профиль
детали образуется в результате огибания
его режущими кромками инструмента при
качении без скольжения центроиды
(начальной прямой или окружности)
обрабатываемой детали. Эти центроиды
не материальные, а воображаемые. Их
взаимное качение обеспечивается
кинематикой станка.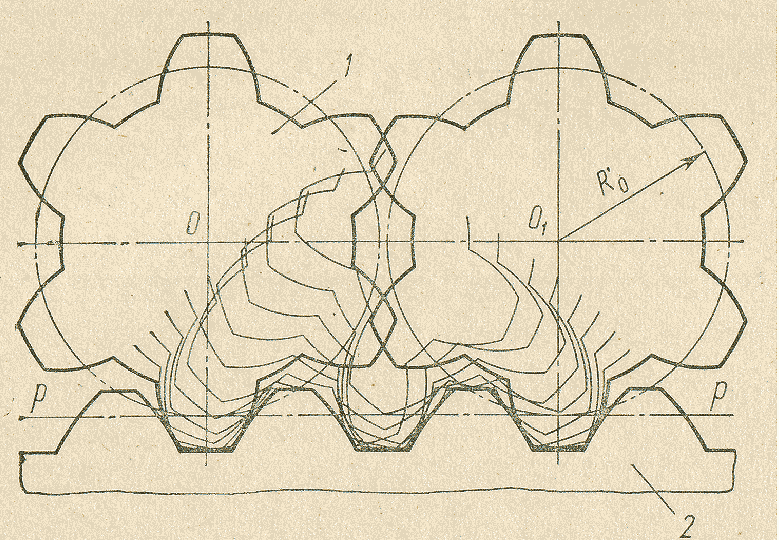 На рисунке показано образование профиля
зубьев рейки 2 зубьями колеса 1 при
качении его начальной окружности радиуса
На рисунке показано образование профиля
зубьев рейки 2 зубьями колеса 1 при
качении его начальной окружности радиуса
![]() по начальной прямой рейки р-р. Из рисунка
видно, что к ряду последовательных
положений профиля зубьев колеса можно
провести огибающую кривую, которая
образует необходимый профиль рейки.
Профили зубьев сопряженных колес, в
данном случае колеса и рейки являются
взаимоогибаемыми кривыми. Поэтому, если
рейке сообщить обкаточное движение
относительно неподвижного колеса, то
огибающая к ряду последовательных
положений профиля зубьев рейки будет
являться искомым профилем зубьев колеса.
Обычно профиль зубьев колеса задан. По
нему надо найти необходимый профиль
зубьев инструмента, режущие кромки
которого смогли бы правильно нарезать
данное зубчатое колесо. В этом и состоит
задача профилирования режущего
инструмента. В рассмотренном случае
вместо рейки необходимо принять
зуборезную гребенку или другой инструмент
реечного типа – червячную фрезу.
по начальной прямой рейки р-р. Из рисунка
видно, что к ряду последовательных
положений профиля зубьев колеса можно
провести огибающую кривую, которая
образует необходимый профиль рейки.
Профили зубьев сопряженных колес, в
данном случае колеса и рейки являются
взаимоогибаемыми кривыми. Поэтому, если
рейке сообщить обкаточное движение
относительно неподвижного колеса, то
огибающая к ряду последовательных
положений профиля зубьев рейки будет
являться искомым профилем зубьев колеса.
Обычно профиль зубьев колеса задан. По
нему надо найти необходимый профиль
зубьев инструмента, режущие кромки
которого смогли бы правильно нарезать
данное зубчатое колесо. В этом и состоит
задача профилирования режущего
инструмента. В рассмотренном случае
вместо рейки необходимо принять
зуборезную гребенку или другой инструмент
реечного типа – червячную фрезу.
Обработка деталей методом огибания при обкаточном движении центроид возможна, если будут выполнены основные положения теории сопряженных профилей:
1) в точке контакта сопряженные профили должны иметь общую касательную и общую нормаль;
2) нормаль, проведенная в точку касания сопряженных профилей, должна проходить через полюс зацепления (профилирования), который лежит в точке касания центроид детали и инструмента. В системе, связанной с профилем детали, совокупность полюсов зацепления в различные моменты времени образует начальную окружность. Поэтому условие обкатки методом огибания будет выполнимо, если нормали к профилю детали во всех его точках пересакают начальную окружность.
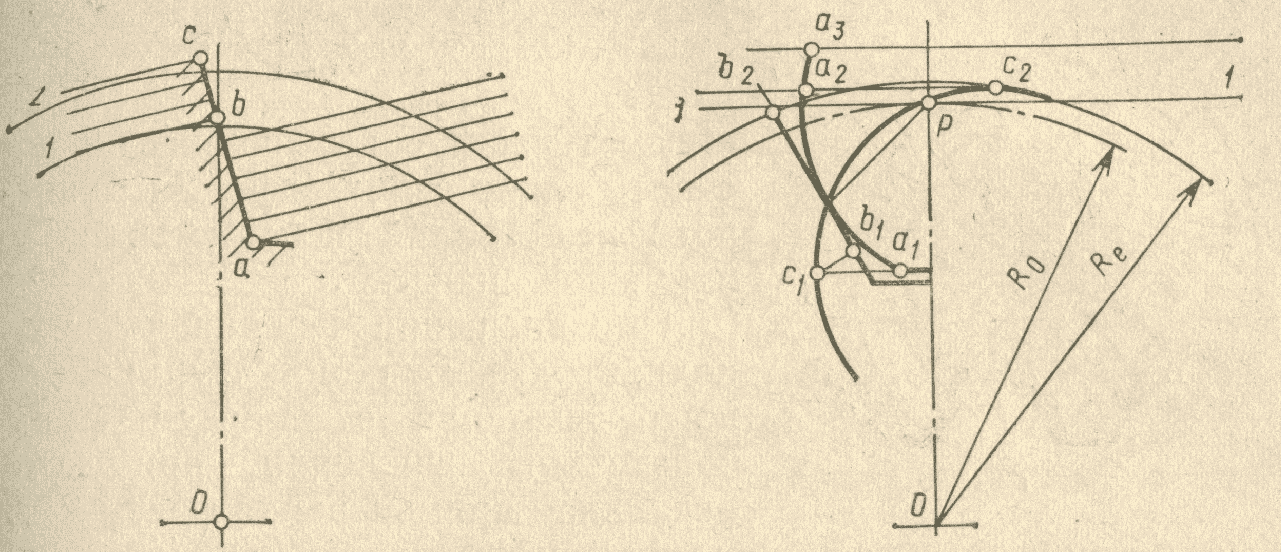
На рисунке показан прмолинейный профиль детали ас. Если за начальную окружность принять центроиду 1, то участок прямой bc не может быть обработан методом огибания, т.к. нормали к профилю детали на этом отрезке не пересекают и не касаются начальной окружности 1. Чтобы отрезок прямой bc был тоже обработан методом огибания, необходимо, чтобы центроида 2 была начальной окружностью детали;
3) линии, проведенные
через все точки профиля обрабатываемой
детали, параллельно цетроидам инструмента,
должны пересекать линию профилирования,
которая является совокупностью точек
контакта режущей кромки инструмента с
обрабатываемой поверхностью детали
или сопряженных профилей. Из рисунка
видно, что точка
![]() инструмента будет правильно профилировать
точку
инструмента будет правильно профилировать
точку
![]() детали в точке
детали в точке
![]() линии профилирования. Аналогично точка
линии профилирования. Аналогично точка
![]() рейки будет обрабатывать методом
огибания точку
рейки будет обрабатывать методом
огибания точку
![]() валика, когда они в результате обкаточного
движения совпадут в точке
валика, когда они в результате обкаточного
движения совпадут в точке
![]() линии профилирования. Участок режущей
кромки инструмента
линии профилирования. Участок режущей
кромки инструмента
![]() может обрабатывать деталь методом
огибания, т.к. все линии, параллельные
начальной прямой 1-1, не пересекают и не
касаются линии профилирования. На
профиле детали ниже точки
может обрабатывать деталь методом
огибания, т.к. все линии, параллельные
начальной прямой 1-1, не пересекают и не
касаются линии профилирования. На
профиле детали ниже точки
![]() будет образована переходная кривая.
будет образована переходная кривая.
Ограничения рассматриваемого метода могут быть вызваны заострением зубьев инструмента и зависят от радиуса начальной окружности детали.
Рассмотрим методику проектирования червячных фрез для обработки изделий с прямолинейным профилем.
Червячные фрезы являются наиболее распространенными для обработки подобных изделий. Червячными они называются потому, что в основе их лежит исходный червяк. Червячные фрезы изготовляют из инструментальной стали, в них профрезеровывают стружечные канавки и затыловывают зубья. После этого термически обрабатывают и шлифуют необходимые поверхности.
Червячную фрезу
можно рассматривать как состоящую из
нескольких реек, равномерно расположенных
по окружности, и каждая из них смещена
в осевом направлении на
![]() ,
где
,
где
![]() - осевой шаг между зубьями фрезы, z
– число зубьев (канавок) фрезы. В
результате этого режущие кромки зубьев
фрезы будут лежать на винтовой поверхности.
- осевой шаг между зубьями фрезы, z
– число зубьев (канавок) фрезы. В
результате этого режущие кромки зубьев
фрезы будут лежать на винтовой поверхности.
В процессе обработки начальная прямая рейки фрезы катится без скольжения по начальной окружности изделия. Метод обработки червячными фрезами является высокопроизводительным и сравнительно точным, т.к. до полного изготовления детали на данной операции процесс является непрерывным.
Обработка деталей производится на шлицефрезерных станках. Червячная фреза устанавливается в общем случае так, что ее ось скрещивается с осью обрабатываемого валика, а направление витков совпадает со шлицами валика. Инструменту и изделию сообщается кинематически согласованное вращение относительно своих осей. За один оборот фрезы валик повернется на один окружной шаг.
При вращении червячная фреза выполняет две функции: функцию главного движения резания и функцию обкаточного движения, при котором начальная прямая рейки фрезы катится без скольжения по начальной окружности обрабатываемого валика. В этом обкаточном движении производится формообразование профиля изделия. Кроме того, для обработки валика по всей длине совершается движение подачи вдоль его оси, равное 0,5-1 мм на один оборот изделия.
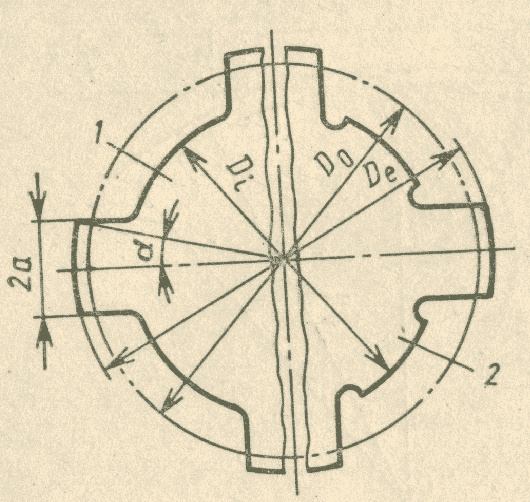
Пусть изделие задано в виде шлицевого валика (см. рисунок). На рисунке условно показано два вида шлицевых валиков. Валик 1 центрируется со втулкой шестерни по наружному диаметру. В этом случае шлицевое отверстие втулки окончательно обрабатывается протягиванием. Наружный диаметр валика шлифуется. Валик 2 центрируется со втулкой по внутреннему диаметру. Валик и втулка шлифуются по внутренним диаметрам. Для выхода шлифовального круга у валика сделаны канавки. Такое центрирование соединений делается для легкой и средненагруженной серии. Для тяжелонагруженных шлицевых соединений центрирование производится по боковым сторонам шлицев.