Сверла для кольцевого сверления
Кольцевые сверления применяются для отверстий больших диаметров (более 100 мм). Для отверстий малых диаметров этот процесс невыгоден, так как остающийся стержень получается небольшого диаметра и не может быть использован для других цепей. В последнее время находят применение головки для колец сверления, которые целесообразно применять для диаметров 30 мм…
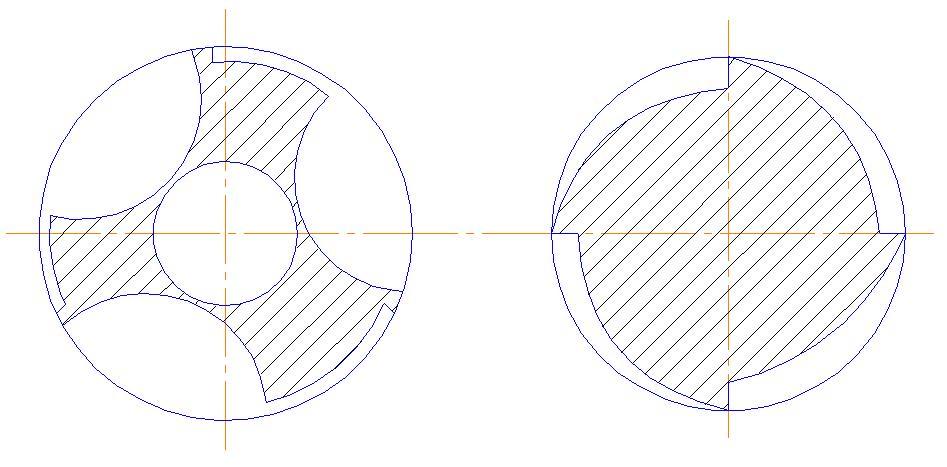
С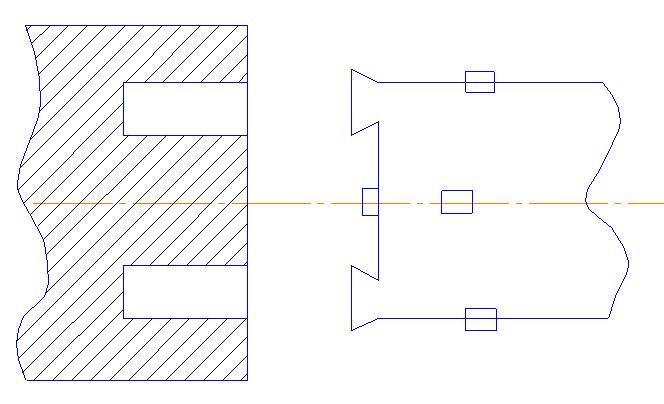 верло
состоит из корпуса закрепленного в
шпинделе резцами, причем режущие кромки
резцов выступают за корпус со стороны
наружного и внутреннего диаметра. При
сверлении остается центральный стержень
который удаляется после окончания
сверления. Направляющие головки в
отверстии осуществляется с помощью
направляющих пластин (деревянных,
пластмассовых). Головка с пустотелым
стержнем соединяется с помощью
прямоугольной резьбы. Охлаждающая
жидкость подается в зазор образуемый
между стенкой головки и стенкой детали.
Отвод стружки и охлаждающей жидкости
производится между зазор обработанной
поверхности и поверхностью корпуса
головки. Особенность головки – принцип
принудительного удаления стружки из
сливной поверхности под действием СОЖ
подаваемой под высоким давлением.
Стружка не только деформируется но и
удаляется из зоны резания. Число зубьев
таких головок выбирается четным в
пределах от 6 до 12 в зависимости от
диаметра отверстия или диаметра головки.
Марка твердых сплавленных пластин
выбирается в зависимости от обрабатываемого
материала. Головки работают при скорости
резания 50 – 60
верло
состоит из корпуса закрепленного в
шпинделе резцами, причем режущие кромки
резцов выступают за корпус со стороны
наружного и внутреннего диаметра. При
сверлении остается центральный стержень
который удаляется после окончания
сверления. Направляющие головки в
отверстии осуществляется с помощью
направляющих пластин (деревянных,
пластмассовых). Головка с пустотелым
стержнем соединяется с помощью
прямоугольной резьбы. Охлаждающая
жидкость подается в зазор образуемый
между стенкой головки и стенкой детали.
Отвод стружки и охлаждающей жидкости
производится между зазор обработанной
поверхности и поверхностью корпуса
головки. Особенность головки – принцип
принудительного удаления стружки из
сливной поверхности под действием СОЖ
подаваемой под высоким давлением.
Стружка не только деформируется но и
удаляется из зоны резания. Число зубьев
таких головок выбирается четным в
пределах от 6 до 12 в зависимости от
диаметра отверстия или диаметра головки.
Марка твердых сплавленных пластин
выбирается в зависимости от обрабатываемого
материала. Головки работают при скорости
резания 50 – 60
![]() .
.
Зенкеры
Зенкеры применяются для обработки ранее просверленных, отлитых, или штампованных отверстий, а так же, для обработки конических о торцевых поверхностей. Зенкеры подразделяются:
-
Спиральные зенкеры. Служат для зенкерования отверстий, они могут давать увеличение отверстий от 0.7 – 3мм в зависимости от размера и характера предварительной обработки отверстия.
-
Это цилиндрические зенкеры (зенковки) с направляющей цапфой, предназначенные для получения отверстия под цилиндрические головки вилок, или для обработки торцевых поверхностей отливок
-
Конические зенкеры (зенковки) применяемые для зенкерования конических отверстий под головки вместо удаления заусенцев с краев. А так же для зенкерования центровых отверстий в деталях. По способу крепления зенкеры бывают цепные и насадные. По общему конструктивному отношению зенкеры подразделяют на цепные, сварные, сборные и с пластинками твердого сплава. Спиральные зенкеры широко применяют как промежуточные между сверлом и разверткой., подготавливая для расточки более точного отверстия. Спиральные зенкеры обычно бывают трех и четырех зубыми. Это обеспечивает лучшее поправление в отверстии и более точную работу. У зенкера отсутствует поперечная кромка, что значительно улучшает и облегчает условия резания. Трехзубые зенкеры изготавливаются цельными, для обработки отверстий диаметром 10 – 32 мм. Четырехзубые зенкеры изготавливаются насадными и для лучшего центрирования имеют коническое отверстие, они изготавливаются для обработки отверстий диаметром 25 – 80 мм. Спиральные зенкеры обеспечивают точность не выше 4 класса.
ЛЕКЦИЯ №16
Цилиндрические зенкеры с направляющей цапфой применяются для обработки цилиндрических углублений. Конические зенкеры применяются для проделывания конических отверстий под конические головки, для центрования отверстий. Конические зенкеры различают конструктивно и углом конусности. По углу конусности зенкеры делятся на 4 группы: 30°, 60°, 90°, 120°. Наиболее распространенными являются зенкеры с углом конусности 60°, применяемые для зенкерования центров.
КОНСТРУИРОВАНИЕ ЭЛЕМЕНТОВ ЗЕНКЕРОВ
Основными конструктивными элементами зенкеров являются:
-
Форма режущей и калибрующей части
-
Число зубьев или канавок и их профиль
-
Углы резания и наклона канавок.
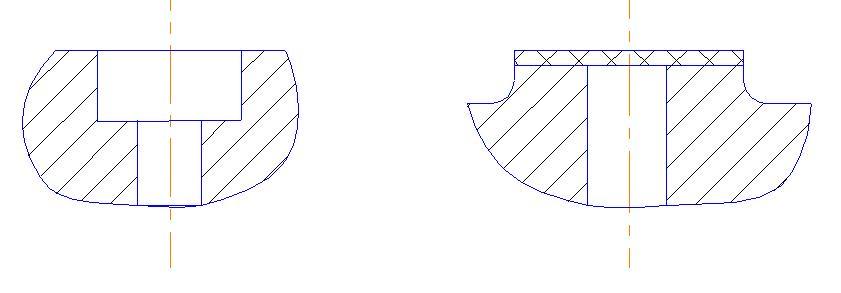
Зенкеры по своей
форме напоминают сверло, для лучшего
направления в работе, а также для
получения большей точности и чистоты
обработки они снабжаются большим числом
режущих элементов. Его режущая часть
выполняет основную работу
![]() по
снятию припуска.
по
снятию припуска.
![]()
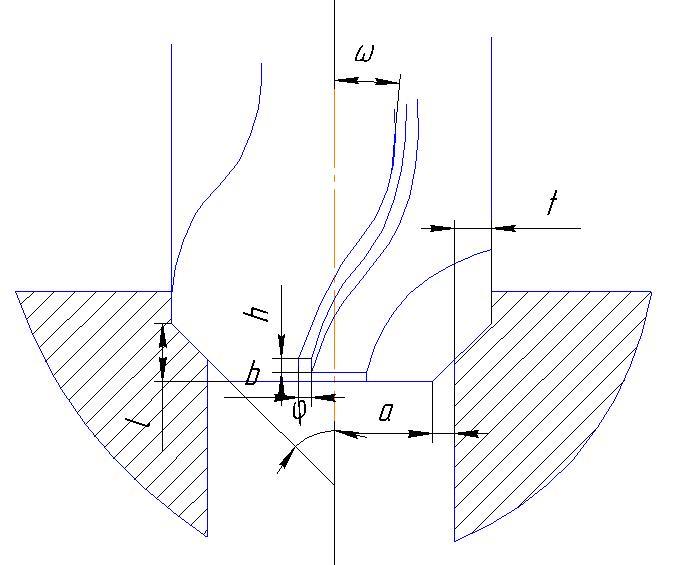
Основную работу резания по снятию припуска выполняет режущая часть – заточенная под углом φ.
l – длина торцевой части
φ – главный угол в плане резания.
a – дополнительная величина, которая принимается в пределах 0,5t<a<t.
φ – принимается в зависимости от обрабатываемого материала. Для стали средней твердости φ колеблется ль 45° - 60°.
Для твердых чугунов φ до 65°
Калибрующая часть зенкера обрабатывая отверстия обеспечивает точный размер и необходимую шероховатость поверхности. Калибрующая часть снабжается ленточками. Каждый зуб имеет свою ленточку.
Ширина и гладкость ленточки принимается в зависимости от диаметра зенкера. Ширина колеблется в пределах: 1.2 – 2.8мм.
Глубина колеблется в пределах: 0.35 – 0.8мм в зависимости от размеров зенкера.
Слишком узкие ленточки не обеспечивают хорошего направления, не имеют запаса на переточку, а при слишком широком ухудшается процесс резания, так как увеличивается трение и происходит прилипание стружки на ленточке. Спиральные зенкеры аналогичны сверлам изготавливают с обратной конусностью. Величина обратной конусности в пределах 0.004 – 0.1мм на каждые 100мм длины рабочей части зенкера. Профиль зубьев зависит от числа зубьев. Для трех зубьев, профиль имеет следующую форму: