

Крепление инструментов на оправке
Насадные инструменты при креплении насаживаются на цилиндрическую или коническую оправку. Инструмент с цилиндрическим отверстием: шеверы, долбяки, червячные фрезы, резьбонакатные ролики, круглые фасонные резцы, резьбонарезные гребешки. К инструментам с коническими отверстиями следует отнести насадные зенкеры, развертки, резцовые головки.
В соответствии с ГОСТ9472-60 для наладки инструмента применяются ряд диаметров отверстий. Основные: 8, 10, 13, 16, 22, 27, 32, 40,…, 50, 60, 70, 80, 90 ,100. Такой ряд принят для того чтобы сократить количество оправок. Оправка кроме точности должна обладать жесткостью и виброустойчивостью. Стали применять оправки повышенным диаметром. Они не только позволяют снимать значительную по размерам стружку и гарантирует получение большей точности и частоты из-за отсутствия вибрации. Передача осуществляется с помощью продольной или торцевой шпонки. Чаще применяют продольно-торцевую, которая приводит к ослаблению оправки. Посадочные размеры инструмента должны быть согласованны с ГОСТ836-47, по которому регламентированы размеры концов, шпинделей и оправок. Насадные зенкеры и развертки закрепляются на конической оправке с конусностью 1/30.
Крепление инструмента посредством конуса
Для кольцевого инструмента имеет значение конус с лапкой или резьбовым отверстием, которое вставляется в посадочное место специального патрона, либо непосредственно шпинделя станка, выполняемого в виде конуса. Крепление при помощи конуса с лапкой охватывает: спиральные сверла, зенкеры, зенковки. Конусы различаются по размерам. Основными являются конусы Морзе. Семь номеров: 0, 1, 2, 3, 4, 5, 6. Кроме конусов Морзе по ГОСТ 2847-45 введены метрические конуса, которые не нашли широкого применения как конусы Морзе. Обозначение принято по расчетному диаметру. Метрические конусы 1:20. Конус Морзе – 1:19,002; 1:20,047. При креплении инструмента на конусе необходимо иметь ввиду должен передаваться конусом, без участия лапки, последняя предназначена для выталкивания инструмента посредством клина. Крепление посредством конуса с резьбовым отверстием применяется для цилиндрических шпоночных Т-образных фрез. Резьбовое отверстие предназначено для затяжного болта, пропуская его через полый шпиндель станка. Особенность инструмента, имеющего винтовые зубья. Инструмент может быть извлечен при помощи резьбового отверстия.
ЛЕКЦИЯ №8
Крепление инструмента при помощи цилиндрического хвостовика
Д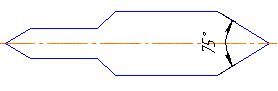 иаметр
цилиндрического хвостовика обычно
применяется по нормальному ряду в
пределах 2…70 мм. Этот ряд не распространяется
на сверла, развертки и т.п. инструмент,
у которого диаметр хвостовика совпадает
с диаметром рабочей части. Так исключение
необходимо с целью облегчения их
изготовления. Применяется либо без
всяких крепежных инструментов или чаще
всего в сочетании с ними, т.к. трение
между поверхностью хвостовика и
кулачковым патроном недостаточно, то
для передачи
иаметр
цилиндрического хвостовика обычно
применяется по нормальному ряду в
пределах 2…70 мм. Этот ряд не распространяется
на сверла, развертки и т.п. инструмент,
у которого диаметр хвостовика совпадает
с диаметром рабочей части. Так исключение
необходимо с целью облегчения их
изготовления. Применяется либо без
всяких крепежных инструментов или чаще
всего в сочетании с ними, т.к. трение
между поверхностью хвостовика и
кулачковым патроном недостаточно, то
для передачи
![]() хвостовик делают элементы виде
односторонней лыски. Все типы центровочных
сверл изготавливаются с цилиндрическим
хвостовиком. Сверла и развертки малых
диаметров 0,1…1 мм изготавливаются с
утолщенным цилиндрическим хвостовиком
диаметром 1,2 мм и с наружным конусом. У
многих режущих инструментов в качестве
крепежного инструмента используется
квадрат. Для уменьшения номенклатуры
воротков номинальные размеры
стандартизованы 2,1…76 мм. Цилиндрические
хвостовики с успехом заменяют конические
на станках с вертикальным шпинделем.
Преимущества заключается в простоте и
быстроте смены инструмента. При
изготовлении инструмента с цилиндрическим
хвостовиком экономится, т.к. они короче
конических. Недостатки цилиндрических
хвостовиков следует отнести то, что они
хуже центрируются, чем конические,
поэтому цилиндрические хвостовики
применяют для инструмента, предназначенного
для малоответственных работ. Кроме
стандартных методов применяются также
и другие, присущие только данному типу
инструмента: призматические фасонные
резцы закрепляются в державке посредством
зажимной части, выполненной в виде
ласточкиного хвоста с углом 55 градусов.
хвостовик делают элементы виде
односторонней лыски. Все типы центровочных
сверл изготавливаются с цилиндрическим
хвостовиком. Сверла и развертки малых
диаметров 0,1…1 мм изготавливаются с
утолщенным цилиндрическим хвостовиком
диаметром 1,2 мм и с наружным конусом. У
многих режущих инструментов в качестве
крепежного инструмента используется
квадрат. Для уменьшения номенклатуры
воротков номинальные размеры
стандартизованы 2,1…76 мм. Цилиндрические
хвостовики с успехом заменяют конические
на станках с вертикальным шпинделем.
Преимущества заключается в простоте и
быстроте смены инструмента. При
изготовлении инструмента с цилиндрическим
хвостовиком экономится, т.к. они короче
конических. Недостатки цилиндрических
хвостовиков следует отнести то, что они
хуже центрируются, чем конические,
поэтому цилиндрические хвостовики
применяют для инструмента, предназначенного
для малоответственных работ. Кроме
стандартных методов применяются также
и другие, присущие только данному типу
инструмента: призматические фасонные
резцы закрепляются в державке посредством
зажимной части, выполненной в виде
ласточкиного хвоста с углом 55 градусов.
Затыловочные резцы и перовые сверла закрепляются посредством болта. Зубострогательные резцы для конических колес крепятся с помощью клина. Зуборезные гребенки, плоские накатные плашки, стержневые резцы общего назначения не имеют специального элемента для крепления на станке. В этих случаях в качестве элементов крепления используют тело инструмента.