

Протяжки с регулируемой по диаметру калибрующей частью и съемным уплотнительным кольцом
При допусках на диаметр протягиваемого отверстия в пределах 0,03мм или меньше срок службы протяжек в большинстве случаев определяется не стачиванием режущих зубьев, а размерным износом калибрующих. В связи с этим предложен ряд вариантов конструкции калибрующей части круглых протяжек, каждая из которых имеет свою область применения:
-
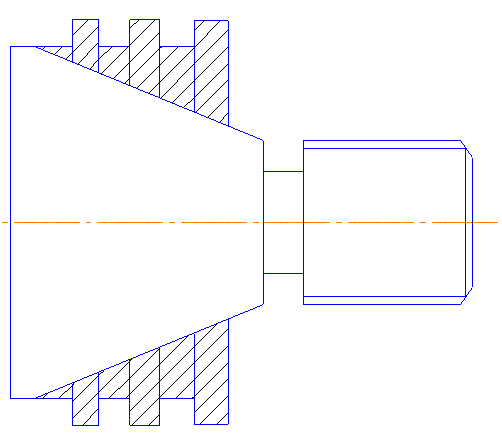
На коническую часть протяжки одевают последовательно режущие и промежуточные кольца, которые потом зажимаются гайкой. Такой вариант применяется для протяжек с шагом более 20мм.
t>20мм
-
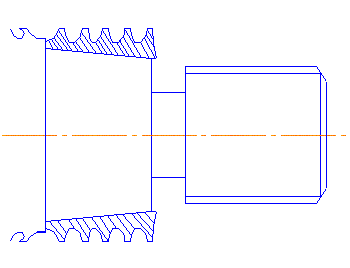
При втором варианте на коническую часть одевают многозубую втулку. Применяется при обработке отверстий с допуском 0,02мм
-
На коническую часть протяжки надевается разрезная многозубая втулка которая зажимается гайкой. В процессе эксплуатации регулируют размер калибрующей части по мере износа за счет перемещения втулки в осевом направлении.
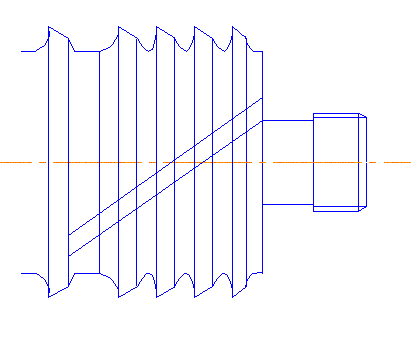
Применяется для отверстий более 0,02мм. и с малым шагом: t<20мм.
Как на дальнейшее совершенствование протяжек необходимо указать на авторство Кацева:
Калибрующую часть обычных протяжек снабжать самоуплотняющимся твердосплавным кольцом, Оно имеет диаметр несколько больше диаметра калибрующих зубьев протяжки за счет выглаживающего кольца, обеспечивается высокая точность и шероховатость обрабатываемого отверстия. Так же потери размера протяжки в результате переточки, протяжка может быть использована путем установки кольца соответствующего размера.
Уплотняющие шабрящие протяжки
 Если
необходимо получить деталь с особо
точным отверстием, то после предварительной
обработки применяют калибрующие протяжки
с бреющими и уплотняющими зубьями.
Первые зубья работают по принципу
шабера, устраняя все шероховатости
отверстия. Уплотняющие не снимают
стружку, а только заглаживают и уплотняют
металл, в результате получается гладкая
поверхность, при обработке мягких
материалов. Расчет производят также
как и протяжек для внутреннего
протягивания. Шаг зубьев определяется:
Если
необходимо получить деталь с особо
точным отверстием, то после предварительной
обработки применяют калибрующие протяжки
с бреющими и уплотняющими зубьями.
Первые зубья работают по принципу
шабера, устраняя все шероховатости
отверстия. Уплотняющие не снимают
стружку, а только заглаживают и уплотняют
металл, в результате получается гладкая
поверхность, при обработке мягких
материалов. Расчет производят также
как и протяжек для внутреннего
протягивания. Шаг зубьев определяется:
![]() ,
где m=1.3
– 1.5
,
где m=1.3
– 1.5
Z – длина обрабатываемого отверстия.
В одновременной работе должно участвовать не менее 2-х зубьев и не более 8, что бы избежать перенапряжения у шабрящих зубьев γ=1° - 2°, α=30' - 1°.
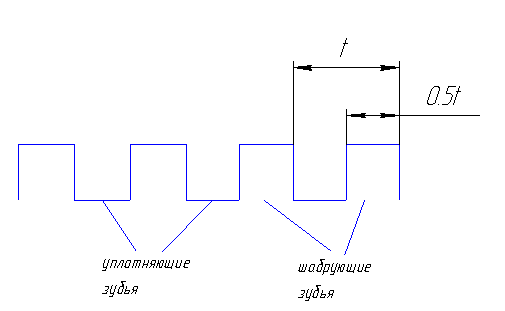
Уплотняющие зубья изготавливают следующей формы:

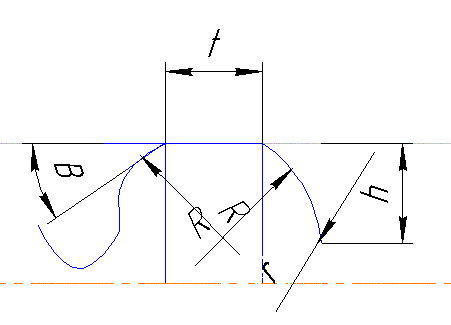
Затруднения при расчете на прочность из-за невозможности такого подсчета возникающих усилий резания. Поэтому в каждом отдельном случае необходима экспериментальная проверка возникаемого усилия. Скорость резания обычно принимается в пределах 8 – 20 м/мин в зависимости от обрабатываемого материала и материала протяжки.
Протяжки для наружного протягивания
Протяжки для
наружного протягивания, протягивают
литые и кованные заготовки и подвергают
их предварительной обработке. При этом
заготовки могут иметь большие неравномерные
зубья которые должны сниматься зубьями
протяжки. Протяжки могут быть цельными,
накладными и сборными. секционные
цельные и накладные протяжки используются
главным образом при обработке простых
поверхностей, или для литейных участков
сложных поверхностей. Секционные
протяжки применяют для протягивания
сложных поверхностей. Отдельные участки
секций смонтированные не общим корпусом,
способствуют облегчению изготовления
протяжки и в ряде случаев являются
единственно рациональным вариантом
его конструкций. Секционные протяжки
обладают преимуществом: секции легко
можно перемещать или регулировать. По
мере износа зубьев секционных протяжек
размер можно компенсировать за счет
прокладок или периодически менять
только калибрующие части. При наружном
протягивании применяют как профильную,
генераторную, так и групповую схему
резания. Наиболее часто применяют
прогрессивную или групповую схему
резания. Калибрующая часть протяжек
стали изготавливать твердосплавной.
Принцип работы и устройства наружных
протяжек имеют общего с протяжками для
внутреннего протягивания. Подъем на
зуб для протяжек наружного протягивания
применяют несколько больше: в пределах
0,04 – 0,5мм. большим берется подъем на
первых режущих зубьях и уменьшенные на
последних чистовых зубьях. Так как
протяжки для наружного протягивания
обрабатывают материал по корке, вследствие
чего первые зубья легко выкрашиваются,
то целесообразно первый зуб делать
усиленным. Шаг его принимают в пределах
![]() .
Первый зуб – буферный (показывает). В
конце протяжки изготавливают 3 – 5
калибрующих зубьев, а у секционных
протяжек калибрующая часть изготавливается
в виде отдельной секции.
.
Первый зуб – буферный (показывает). В
конце протяжки изготавливают 3 – 5
калибрующих зубьев, а у секционных
протяжек калибрующая часть изготавливается
в виде отдельной секции.
Крепление секций осуществляется различными способами: в виде болтов, клиньев и других устройств. Регулировка осуществляется с помощью прокладок, либо с помощью специальных регулируемых устройств. Применяют цельные или разъемные хвостовики. Если протяжки работают на вертикальных станках, то для присоединения протяжки к станку служит корпус протяжки, либо промежуточная плита.