

Инструменты для нарезания цилиндрических зубчатых колес
По методу нарезания все инструменты можно разделить на следующие типы:
-
инструменты, работающие по методу копирования, при котором профиль зубьев инструмента и профиль впадины между зубьями нарезаемого колеса полностью совпадают;
-
инструменты, работающие методом центроидного огибания, при котором центроиды инструмента и колеса катятся друг по другу без скольжения; при этом профиль зубьев нарезаемого колеса получается как огибающая различных положений режущих кромок инструмента. Этим методом работают зуборезные гребенки, червячные фрезы, зуборезные долбяки;
-
инструменты, работающие методом бесцентроидного огибания, при котором профиль зубьев нарезаемого колеса получается так же как огибающая различных положений режущих кромок инструмента. Однако в процессе нарезания центроиды как на инструменте, так и на нарезаемом колесе отсутствуют. Сюда относятся: пальцевые зуборезные фрезы, дисковые зуборезные фрезы при нарезании только косозубых колес. При нарезании прямозубых колес эти инструменты работают методом копирования.
Лекция №27
Исходный контур инструментальной рейки
Подобно тому, как исходный контур зубчатой рейки определяет размеры зубьев нарезаемого колеса, аналогично исходный контур инструментальной рейки определяет размеры зубьев инструмента. Размеры зубьев инструментальной рейки определяются размерами впадины между зубьями нарезаемого колеса. Учитывая, что зубья инструмента находятся в беззазорном зацеплении с заготовкой, размеры зубьев инструментальной рейки определяются следующим образом:
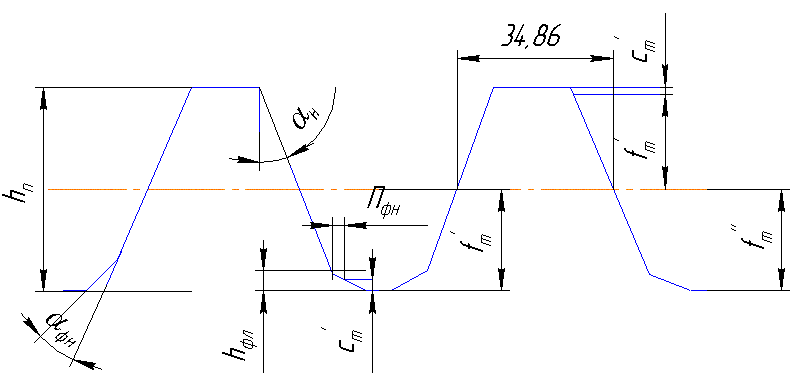
![]() - высота зуба;
- высота зуба;
![]() -
толщина зуба по средней линии;
-
толщина зуба по средней линии;
![]() - угол профиля;
- угол профиля;
![]() - высота головки
зуба инструмента;
- высота головки
зуба инструмента;
![]() - ножка зуба;
- ножка зуба;
![]() - уровень фланка
инструмента;
- уровень фланка
инструмента;
![]() - толщина фланка
инструмента;
- толщина фланка
инструмента;
![]() - высота фланка
инструмента.
- высота фланка
инструмента.
Фланк – утолщение.
Т.к. головка зуба
рейки обрабатывает ножку зуба зубчатого
колеса, то высота головки определяется
![]() ,
где
,
где
![]() -
коэффициент высоты головки зуба (для
укороченных – 0,8; для нормальных – 1,0),
-
коэффициент высоты головки зуба (для
укороченных – 0,8; для нормальных – 1,0),
![]() -
коэффициент радиального зазора = 0,25m.
-
коэффициент радиального зазора = 0,25m.
Ножка зуба
инструментальной рейки обрабатывает
головку зуба нарезаемого колеса; высота
его f’m’,
но чтобы не было трения увеличивают
ножку зуба на c’m,
т.е.
![]() ,
,
![]() .
.
Размеры фланка принимаются в соответствии с ГОСТ.
Профильный угол инструмента принимается равным продольному углу колеса.
Толщины зуба
инструментальной рейки
![]() ,
т.е. толщина зуба рейки равна величине
впадины зубчатого колеса. Боковой зазор
в зубчатом зацеплении получают за счет
уменьшения толщины зуба путем смещения
рейки к центру колеса. Если зубья
фланкированы, то уменьшения толщины
зуба необходимо добиваться другими
методами.
,
т.е. толщина зуба рейки равна величине
впадины зубчатого колеса. Боковой зазор
в зубчатом зацеплении получают за счет
уменьшения толщины зуба путем смещения
рейки к центру колеса. Если зубья
фланкированы, то уменьшения толщины
зуба необходимо добиваться другими
методами.
![]() .
.
![]() - величина утонения зуба нарезаемого
колеса; зависит от модуля и степени
точности нарезаемого колеса.
- величина утонения зуба нарезаемого
колеса; зависит от модуля и степени
точности нарезаемого колеса.
![]() - для черновой
обработки.
- для черновой
обработки.
![]() - величина припуска на последующую
обработку.
- величина припуска на последующую
обработку.
1)
![]() - под последующее зубошлифование;
- под последующее зубошлифование;
2)
![]() - под последующее зубодолбление или
зубофрезерование.
- под последующее зубодолбление или
зубофрезерование.
1 и 2 формулы рекомендуются ГОСТом для 20-ти градусного зацепления.
ГОСТ предусматривает:
-
нормальную рейку с 20-ти градусным зацеплением;
2) укороченную с 20-ти градусным зацеплением.
Преимущество 20-ти градусному зацеплению отдается по следующим причинам:
1) в отношении
подрезания зубьев
![]() дает более компактную систему;
дает более компактную систему;
2) коэффициент полезного действия при прочих равных условиях всегда выше;
3) при
![]() зубья оказываются несколько прочнее и
при прочих равных условиях имеют большую
износостойкость.
зубья оказываются несколько прочнее и
при прочих равных условиях имеют большую
износостойкость.
Инструменты для нарезания цилиндрических зубчатых колес методом конирования и безцентроидного огибания
Пальцевые зуборезные фрезы
Они являются весьма несовершенными из-за низкой производительности и невысокой точности. Низкая производительность объясняется небольшим числом зубьев (в пределах 3-4) и большим контактом профиля инструмента с заготовкой – это не позволяет работать с высокими режимами резания. Для деления на шаг применяются либо делительный головки, либо специальные устройства. Поэтому из-за большой погрешности колеса можно изготовить не лучше 9 класса точности.
Применяются в случаях, когда невозможны другие методы:
1) если модуль больше 50мм;
2) для шевронных колес без канавок с несколькими шевронами.
Если нарезается прямозубое колесо – пальцевая фреза работает методом копирования: если нарезается косозубое колесо – методом безцентроидного огибания.