

Форма канавки сверл
Профилю канавки сверл предъявляются следующие требования:
-
Форма должна обеспечивать необходимую прочность сверла.
-
Рациональное распределение металла по всему сечению сверла. Для предотвращения трещин во время термообработки.
-
правильное образование стружки на режущей кромке и легкий отвод ее из канавки.
Обычно производят профилактику канавок сверл. Она может выполняться либо графически, либо аналитически. Однако практически целесообразнее прежде установить форму образующую канавку сверла, способы контроля канавки сохранение этой формы в процессе работы,, а потом проанализировать форму полученной канавки. Такое допущение вызывается тем, что ошибки, которые могут возникнуть при аналитических расчетах и при графическом построении профиля сверла, обычно приводят к большому его искажению. В настоящее время для образования канавок сверл приняты 2 профиля режущего инструмента:
-
упрощенная (рис.1)
-
более сложная (рис.2)

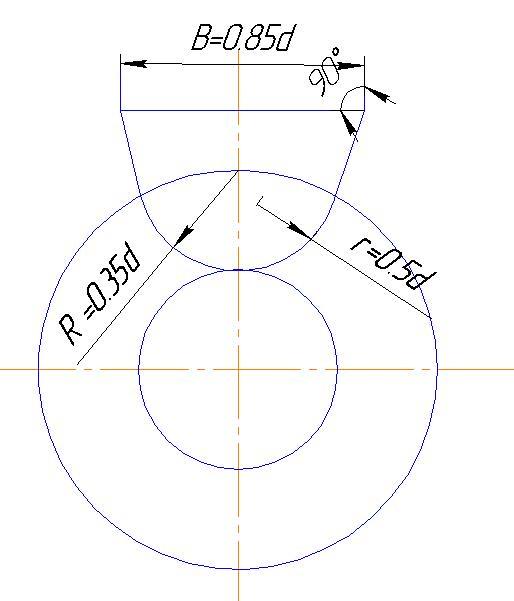
рис.1 рис.2
Хвостовики сверла делают либо цилиндрическими либо коническими.
Сверла с цилиндрическим хвостовиком крепятся в центровочном патроне. Сверла с коническим хвостовиком крепятся в шпинделе или в переходниках втулок.
У сверл оснащенных
твердым сплавом угол 2φ при сверлении
закаленной стали чугуна =130°, а при
обработке цветных металлов = 118°. Передний
угол принимается обработке чугунов 0°
- 10°, при обработке закаленной стали 3°
- 15°.Обратный конус у твердых сплавов
сверл делается по длине режущей пластинки
твердого сплава , остальная часть сверла
делается цилиндрической. Сердцевина у
них несколько увеличена от
![]()
ЛЕКЦИЯ №15
ЦЕНТРОВОЧНЫЕ СВЕРЛА
Для получения центровочных отверстий в деталях типа валик – применяются центровочные сверла типов:
-
Простые
-
Комбинированные
-
комбинированные с предохранительным кожухом
Простые центровочные сверла по конструкции не отличаются от операционных сверл. С помощью них сверлятся цилиндрические отверстия.
Комбинированные – несколько длительного сверления.
К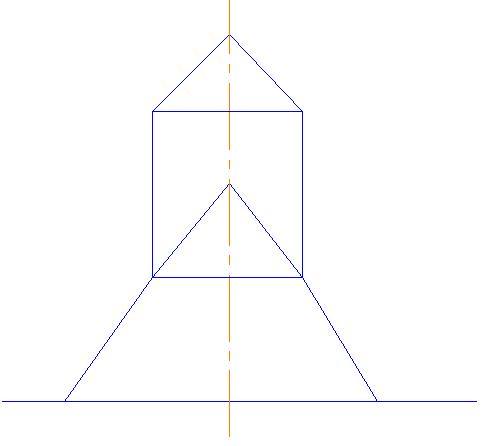 омбинированные
сверла изготавливаются двух сторонними
для лучшего использования материала.
омбинированные
сверла изготавливаются двух сторонними
для лучшего использования материала.
Угол при вершине режущей части φ=50° - 60° в зависимости от обрабатываемого материала. Величина утонения преимущественно на 0,05 – 0,1мм нав Сю длину сверла в зависимости от диаметра сверла.
Передний угол у центрированного сверла γ=5° – 6°
Задний угол на периферии сверла α=8°
Перовые сверла
Применяются редко. Режущая часть выполняется в виде пластинки снабженной режущими элементами. Применятся при обработке отверстий в отливках или поковках. Для больших диаметров изготавливаются со вставной рабочей частью. Угол резания угол при вершине выбирается в зависимости от обрабатываемого материала. Для уменьшения трещин боковой стороны снабжены задним углом в пределах 5° - 8° утонения принимаются в пределах 0,05 – 0,1мм на всю длин сверла.
П ри
длинных режущих кромках режущая часть
делается с стружкоразделительными
канавками. Они удобны тем, что они могут
использоваться как расточные резцы.
ри
длинных режущих кромках режущая часть
делается с стружкоразделительными
канавками. Они удобны тем, что они могут
использоваться как расточные резцы.