

-
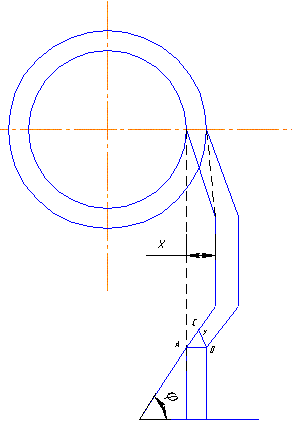
Вычерчивается профиль детали в двух проекциях.

Зная передний угол, проводим переднюю поверхность. Зная условия обработки проводим заднюю поверхность резца. Точки переносим на переднюю поверхность. Проводим из точки А параллельно линии. Проводим перпендикулярно линию этим параллелям. Получаем точки на пересечении одноименных прямых 5 с 5 (4 с 4) и т.д. Соединяем точки, получаем профиль призматического фасонного резца.
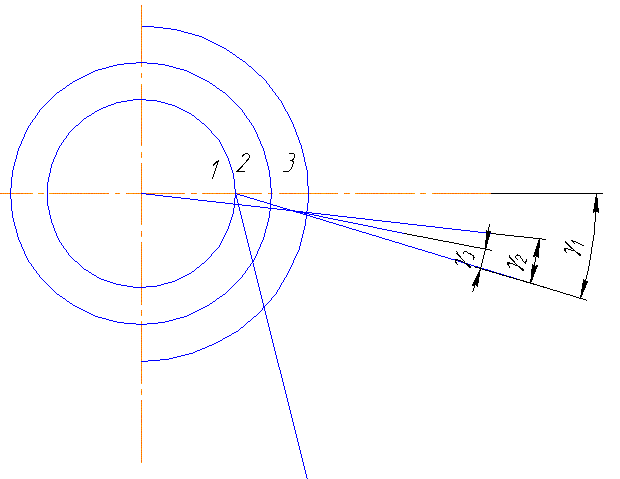
Аналитический расчет призматических фасонных резцов заключается в вычислении расстояния узловых точек от произвольно выбранной координатной оси. Возьмем за координатную ось заднюю поверхность.

![]() - угол искажения.
- угол искажения.
![]() .
Из
.
Из
![]() :…
получим:
:…
получим:
![]() ,…,
,…,
![]()
В осевом направлении расстояния не меняются.
При обработке
конической поверхности призматическими
резцами не обеспечивается прямолинейность.
Когда необходимо получить точную
коническую поверхность, режущую кромку
наклоняют к оси детали под углом
![]() ,
который зависит от конусности
обрабатываемой поверхности.
,
который зависит от конусности
обрабатываемой поверхности.
Геометрия режущих лезвий фасонных резцов
Как у круглых, так
и у призматических резцов необходимо
обеспечить заданные углы
![]() и
и
![]() .
Передний угол фасонных резцов в наружных
точках профиля выбирается в зависимости
от обрабатываемого материала.
.
Передний угол фасонных резцов в наружных
точках профиля выбирается в зависимости
от обрабатываемого материала.
По мере перехода к центру или к базе, передний угол уменьшается и приближается к нулю. Для призматического резца:
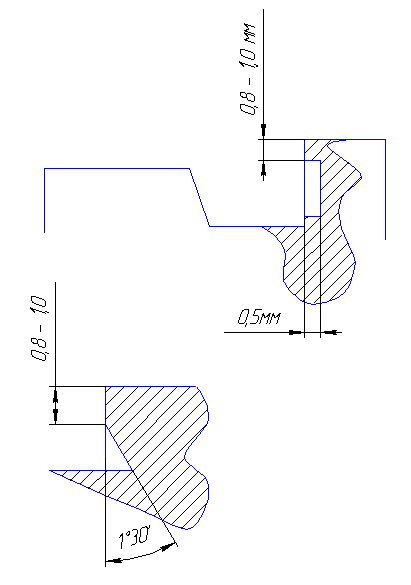
задний угол
призматического резцов наружного
профиля примем в переделах 12…15 градусов,
а круглых 10…12. С учетом что по мере
приближения к базе крепления или центру
резца
![]() увеличивается. Величина этого угла
также меняется по профилю резца. Для
того чтобы не было трения где
увеличивается. Величина этого угла
также меняется по профилю резца. Для
того чтобы не было трения где
![]() =0,
существует несколько мероприятий:
делают выточку.
=0,
существует несколько мероприятий:
делают выточку.
Определение величины заднего угла на наклонных участках профиля.
![]() - задний угол на
наклонном участке.
- задний угол на
наклонном участке.
![]() ,
,
![]() .
Из
.
Из
![]() :
:
![]() .
.
![]() - угол между
касательной к профилю резца в рассмотренной
точке и прямой, перпендикулярной к оси
детали
- угол между
касательной к профилю резца в рассмотренной
точке и прямой, перпендикулярной к оси
детали
![]() .
.
При выборе заднего
угла
![]() для фасонных резцов надо задаться
минимально допустимым углом
для фасонных резцов надо задаться
минимально допустимым углом
![]() для самой неблагоприятной точке режущей
кромки – характеристикой
для самой неблагоприятной точке режущей
кромки – характеристикой
![]() .
Величина
.
Величина
![]() не должна приниматься менее 3 градусов.
не должна приниматься менее 3 градусов.
Инструменты для обработки отверстий
В современном машиностроении для обработки отверстий применяются самые разнообразные инструменты в зависимости от назначения обрабатываемой детали, а также различных факторов технологического процесса. Самыми распространенными инструментами для обработки отверстий являются сверла, расточные инструменты, зенкеры, развертки, протяжки для внутреннего протягивания, шлифовальные круги, хонинговальные головки, алмазные резцы и т.п. инструменты.
Сверла предназначены для сверления отверстий в сплошном материале, для рассверливания отверстий – уже предварительно полученных литых, ковкой, для сверления конических углублений. Основными типами сверл являются:
-
спиральные;
-
центрованные;
-
перовые;
-
специальные для глубоких отверстий;
-
головки для кольцевых сверл.
Из всех сверл наибольшее применение получили спиральные сверла. Они применяются для обработки отверстий, не требующих последующей обработки, под последующее зенкерование, развертывание, нарезание резьбы метчиками.
Существует ряд типов спиральных сверл:
-
длинные с цилиндрическим хвостовиком;
-
короткие с цилиндрическим хвостовиком;
-
левые с цилиндрическим хвостовиком;
-
с цилиндрическим хвостовиком и укороченной рабочей частью;
-
с коническим хвостовиком;
-
с усиленным коническим хвостовиком;
-
с удлиненным коническим хвостовиком;
-
с укороченным коническим хвостовиком;
-
с четырехгранным суживающимся хвостовиком.
За последнее время появилось много цельных твердосплавных хвостовиков.
Спиральные сверла, работающие в тяжелых условиях (для глубокого сверления), снабжаются каналами для подвода охлаждающей жидкости непосредственно к режущим кромкам. Для обработки ступенчатых отверстий применяются многоступенчатые спиральные сверла.