

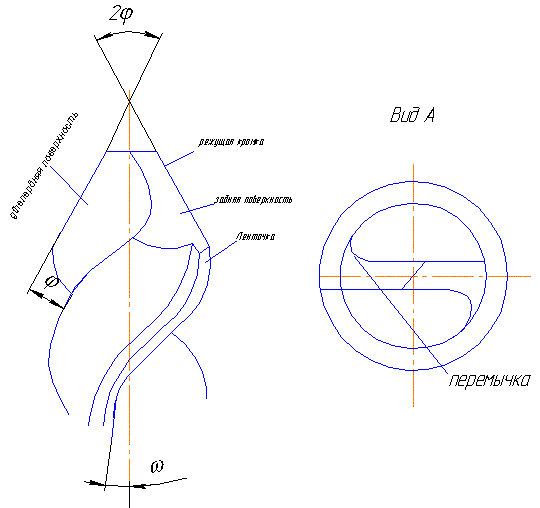
Конструктивные элементы спиральных сверл
Основными
конструктивными элементами сверла
являются: угол
![]() - угол режущей части; угол наклона
винтовой канавки -
- угол режущей части; угол наклона
винтовой канавки -
![]() .
Углы режущих кромок -
.
Углы режущих кромок -
![]() и
и
![]() ;
поперечная кромка (перемычка), от которой
зависит
;
поперечная кромка (перемычка), от которой
зависит
![]() ;
форма задней поверхности; форма канавки;
ленточка; утонение калибрующей части;
зажимная часть.
;
форма задней поверхности; форма канавки;
ленточка; утонение калибрующей части;
зажимная часть.
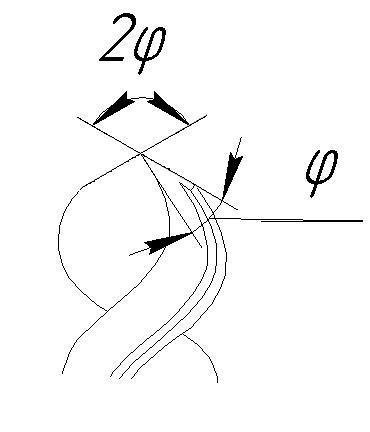
Угол
![]() является одним из основных конструкционных
элементов сверла, который определяет
его производительность и стойкость.
Сверло имеет такое же значение как
главный угол в плане у резцов. Наряду с
углом наклона винтовой канавки он
определяет передний угол, который
измеряется в плоскости, перпендикулярной
главной режущей кромки. Подобно главному
углу в плане, угол
является одним из основных конструкционных
элементов сверла, который определяет
его производительность и стойкость.
Сверло имеет такое же значение как
главный угол в плане у резцов. Наряду с
углом наклона винтовой канавки он
определяет передний угол, который
измеряется в плоскости, перпендикулярной
главной режущей кромки. Подобно главному
углу в плане, угол
![]() у сверла влияет на составляющие усилия
резания. При точении с увеличением
у сверла влияет на составляющие усилия
резания. При точении с увеличением
![]() осевая составляющая
осевая составляющая
![]() возрастает, а
возрастает, а
![]() уменьшается.
уменьшается.
При сверлении сила
подачи соответствует силе
![]() ,
а крутящий момент включает в себя силу
,
а крутящий момент включает в себя силу
![]() ,
т.е. с увеличением угла
,
т.е. с увеличением угла
![]() осевая сила увеличивается и крутящий
момент уменьшается. Большая заостренность
вершины резца позволяет ему легче
проникать в металл. С уменьшением угла
осевая сила увеличивается и крутящий
момент уменьшается. Большая заостренность
вершины резца позволяет ему легче
проникать в металл. С уменьшением угла
![]() - удлиняется режущая кромка, благодаря
чему улучшается отвод тепла из зоны
резания. Все эти факторы казалось должны
были привести к использованию сверл с
малыми углами
- удлиняется режущая кромка, благодаря
чему улучшается отвод тепла из зоны
резания. Все эти факторы казалось должны
были привести к использованию сверл с
малыми углами
![]() ,
но в связи с невысокой погрешностью,
при обработке металлов, малые углы не
применяются.
,
но в связи с невысокой погрешностью,
при обработке металлов, малые углы не
применяются.
![]() - выбирается на основании экспериментальных
исследований, в зависимости от
обрабатываемого материала. Для стали
средней твердости принимается
- выбирается на основании экспериментальных
исследований, в зависимости от
обрабатываемого материала. Для стали
средней твердости принимается
![]() .
.
При сверлении
листовой стали:
![]() ,
,
При обработке
мягких сплавов:
![]()
Самым быстроизнашивающимся местом являются уголки с ленточками, поэтому применяется двойная заточка сверл, место от конической и цилиндрической части.
Двойная заточка
![]() - это приводит к лучшему теплоотводу.,
стойкость увеличивается.
- это приводит к лучшему теплоотводу.,
стойкость увеличивается.
Затачивают по
радиусу
![]() в зависимости от размера сверла.
в зависимости от размера сверла.
Лекция №14
Такие сверла обеспечивают стойкость на 25 – 30% выше чем у обычных сверл, особенно хорошо у хрупких материалов.
Угол наклона винтовой канавки 10°
Угол наклона
винтовой канавки отложен к наружному
диаметру сверла и поэтому шаг винтовых
канавок:
![]() .
С увеличением угла наклона канавки
передний угол на периферии сверла
вырастает, работа на деформацию стружки
снижается и процесс резания облегчается.
На основании опытных данных установлено,
что углы наклона 25° - 30° дают значительное
снижение как
.
С увеличением угла наклона канавки
передний угол на периферии сверла
вырастает, работа на деформацию стружки
снижается и процесс резания облегчается.
На основании опытных данных установлено,
что углы наклона 25° - 30° дают значительное
снижение как
![]() так и усилия подачи. При дальнейшем
увеличении ω,
так и усилия подачи. При дальнейшем
увеличении ω,
![]() и усилие подачи остаются неизменными.
и усилие подачи остаются неизменными.
Форма стружки и отвод из зоны резания зависят от угла наклона винтовых канавок. При малых ω – стружка – узкая лента, с трудом продвигается по канавке и при малейшей неблагоприятной обстановке застревает. С увеличением угла ω – стружка легко завивается и хорошо удаляется из зоны резания. С точки зрения формы и отвода стружки оптимальными для стали следует считать углы 34° - 40°. Однако большой угол наклона канавки приводит к ослаблению режущего клина, т.к. на периферии сверла γ=ω.
При обработке
черных металлов принимать ω равным не
свыше 35°. Так как ослабление режущего
клина, при одном и том же угле наклона
канавки, для мелких сверл будет больше,
чем для крупных, то и
![]() принимается
меньше.
принимается
меньше.
Для сверл 1,0…1,4 мм – ω=19°
44,5…80 мм - ω=33° - 35°
Выбор угла ω связан с обрабатываемым материалом.
Для Al, Cu – ω = 35° - 45°
Для латуни, бронзы термообработанных сталей ω = 8° - 12°
Для твердых сталей ω = 10° - 15°
При сверлении пакетов сталь сверла заедает и легко ломается, поэтому для таких работ применяются сверла с прямыми канавками и небольшими углами наклона ω = до 10°
Спиральные сверла изготавливаются для правого сверления (с правым направлением канавок). Сверла с левым направлением применяются редко, на токарных автоматах, когда по условиям работы приходится сокращать левое направление вращения шпинделя инструмента.