

Точность изготовления червячных фрез
Точность зубчатых колес, нарезанных червячными фрезами, зависит от многих факторов:
- точности станка;
- точности изготовления заготовки;
- точности режущего инструмента.
В соответствии с требуемой точностью зубчатого колеса, червячные фрезы изготавливают следующих классов точности:
ААА – для нарезания колес 6 степени точности;
АА – 7 степени;
А – 8 степени;
В – 9 степени;
С – 10 степени (обдирочные).
В случае применения колес комбинированных степеней точности класс точности фрезы следует выбирать из следующих условий: для прямозубых и узких косозубых колес – по нормам плавности работы колес; для широких косозубых и шевронных колес – по нормам контакта.
Червячные фрезы классов В и С могут изготавливаться с нешлифованным профилем. Требуемая точность изготовления червячных фрез регламентирована ГОСТом.
Обычно проверку точности изготовления червячных фрез производят по трем группам проверок (по ГОСТу). Группа проверки выбирается в зависимости от имеющихся приборов и от точности фрезы. Обязательно проверяются:
- осевое биение буртиков;
- радиальное биение буртиков;
- отклонение толщина зуба;
- отклонение от радиальности передней поверхности.
Червяные фрезы для нарезания червячных колес
Червячные колеса нарезаются червячными фрезами с затылованными зубьями и резцами-летучками.
По конструкции червяка, с которым сцепляется нарезаемое колесо, различают фрезы:
- для нарезания червячных колес, цепляющихся с цилиндрическим червяком;
- цепляющихся с глобоидным червяком.
По конструкции червячные фрезы могут быть насадными или концевыми.
Червячные фрезы для нарезания червячных колес аналогичны обычным фрезам, но из-за отличия в условиях работы имеют некоторые особенности. Они заключаются в следующем. Если обычные фрезы устанавливаются относительно заготовки под углом подъема витков, то ось червячной фрезы для нарезания червячных колес устанавливается перпендикулярно оси заготовки, т.е. имитируется червяное зацепление.
Существует два способа нарезания червячных колес:
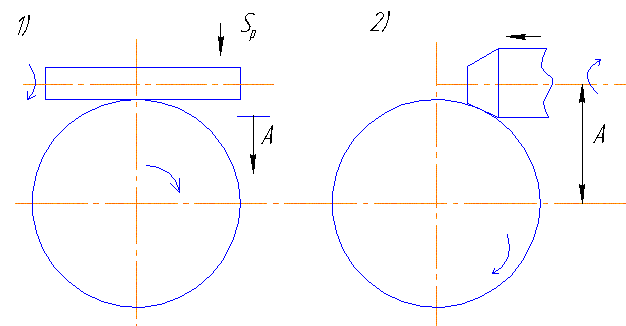
1) методом радиальной подачи:
2) метод осевой (тангенциальной подачи)
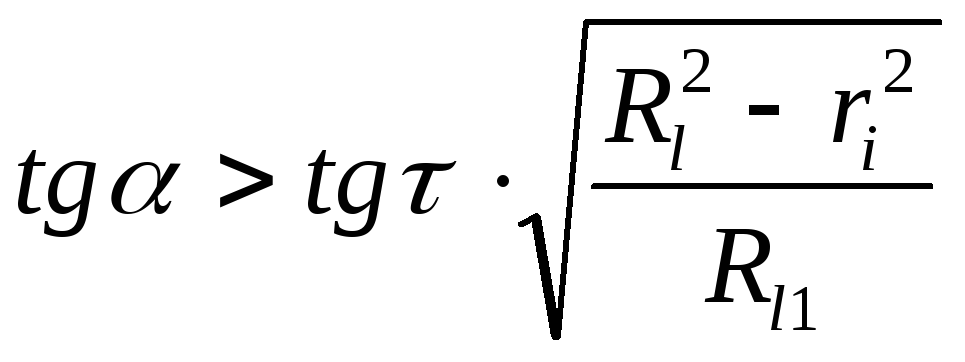
При выборе метода нарезания червячного колеса следует учитывать условия сборки червяка с колесом в редукторе. Колесо, нарезанное при тангенциальной подаче, может быть собрано с колесом с радиальным вводом червяка, если удовлетворяется следующее условие:
 ,
,
где
![]() - угол подъема витков червяка и угол
подъема витков на начальном цилиндре
червяка;
- угол подъема витков червяка и угол
подъема витков на начальном цилиндре
червяка;
![]() - радиус наружного
цилиндра червяка;
- радиус наружного
цилиндра червяка;
![]() - радиус начального
цилиндра червяка.
- радиус начального
цилиндра червяка.
Для колес с эвольвентным профилем зубьев радиальная сборка червяка с колесом возможна всегда независимо от метода нарезания.
Конструктивные и габаритные размеры червячных фрез
Наружный диаметр нельзя выбирать произвольно как это делается у обычных фрез. Основное условие, чтобы средний диаметр червячной фрезы был равен:
![]() и
и
![]() .
.
Червячная фреза
должна нарезать зубья червяка таким
образом, чтобы обеспечить боковой и
радиальный зазоры при зацеплении червяка
с колесом. Для этого высота головки зуба
принимается
![]() .
.
Некоторое увеличение
высоты головки зуба вызывается тем, что
при переточках высота головки зуба
уменьшается. Для стандартных фрез
![]() ,
где
,
где
![]() - угол подъема витков фрезы. Длина рабочей
части фрезы принимается не менее длины
червяка, с которым зацепляется нарезаемое
червячное колесо. Для фрез, работающих
методом радиальной подачи, длина рабочей
части определяется аналогично обычным
фрезам для нарезания цилиндрических
колес. Минимальная допустимая величина
равна проекции профилирования на осевую
плоскость.
- угол подъема витков фрезы. Длина рабочей
части фрезы принимается не менее длины
червяка, с которым зацепляется нарезаемое
червячное колесо. Для фрез, работающих
методом радиальной подачи, длина рабочей
части определяется аналогично обычным
фрезам для нарезания цилиндрических
колес. Минимальная допустимая величина
равна проекции профилирования на осевую
плоскость.
Д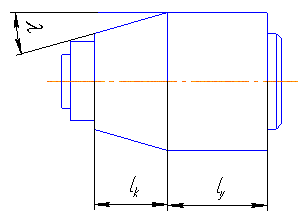 лина
рабочей части фрез, работающих методом
осевой подачи: минимальная длина
цилиндрической части должна быть не
менее проекции активной линии
профилирования, а длина конической
части принимается
лина
рабочей части фрез, работающих методом
осевой подачи: минимальная длина
цилиндрической части должна быть не
менее проекции активной линии
профилирования, а длина конической
части принимается
![]() .
.
![]() ;
;
![]() ;
;
![]() .
.
Учитывая небольшие диаметральные размеры фрез этого типа, они делаются обычно целыми.
Учитывая, что червячные фрезы имеют небольшой диаметр, следовательно количество зубьев небольшое. Поэтому зубья нарезаемого колеса получаются с огранкой. Число зубьев обычно выбирают в зависимости от класса точности фрезы:
АА -
![]() ;
;
А -
![]() ;
;
В -
![]() ;
;
С -
![]() .
.
При этом необходимо учитывать следующее: желательно, чтобы число заходов фрезы не имело общих множителей с числом зубьев фрезы. И необходимо, чтобы число зубьев нарезаемого колеса было не кратно числу заходов.
Профилирование зубьев червячных фрез осуществляется теми же методами, что и обычные фрезы. При высоких степенях точности требуется дополнительная обработка червячными шеверами. Причем параметры шевера должны точно соответствовать параметрам червяка.
В условиях единичного и мелкосерийного производства нарезание производится резцом-летучкой методом тангенциальной подачи.
Точность изготовления червячных шлицевых фрез производится непосредственным обмером.
Лекция №31
Шеверы
Шеверы являются инструментом, работающим по методу центроидного огибания. Предназначены для чистовой обработки прямозубых и косозубых колес как наружного, так и внутреннего зацепления.
Шеверы бывают:
- реечными;
- дисковыми;
- червячными.
червячными.
Реечные – косозубая рейка. Червячные предназначены для чистовой обработки червячных колес. Соскабливают с поверхности зубьев небольшие слои металла.
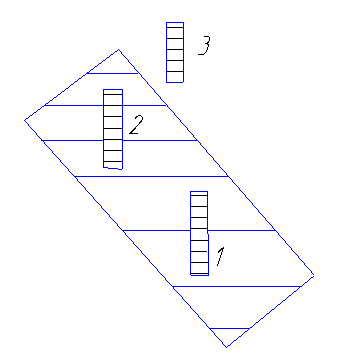
Резание в процессе шевингования осуществляется за счет продольного движения шевера, находящегося в зацеплении зубьев инструмента и заготовки, присущим передачи со скрещивающимися осями. Конструкция станка не позволяет колесу смещаться в осевом направлении и поэтому оно будет в положении 3. Наибольшее распространение получили дисковые шеверы, благодаря небольшим габаритам и высокой производительности. Шеверы – дорогостоящие инструменты.
Для подготовки
инструмента обязателен угол скрещивания
![]() .
.
Шевер работает,
находясь с заготовкой в беззазорном
зацеплении. П осле
каждого двойного хода осуществляется
радиальная подача, затем 4-5 ходов без
радиальной подачи.
осле
каждого двойного хода осуществляется
радиальная подача, затем 4-5 ходов без
радиальной подачи.
О бычно
процесс шевингования повышает точность
обрабатываемого колеса на одну ступень.
Это можно достичь только в случае
правильного выбора припуска на обработку.
Обычно 0,04…0,06 мм на сторону.
бычно
процесс шевингования повышает точность
обрабатываемого колеса на одну ступень.
Это можно достичь только в случае
правильного выбора припуска на обработку.
Обычно 0,04…0,06 мм на сторону.
Укрупнено припуск
на толщину зуба можно посчитать:
![]() .
.
Скорость резания
при шевинговании:
![]() - окружная скорость шевера на начальной
окружности.
- окружная скорость шевера на начальной
окружности.
![]() ,
,
![]() ,
где
,
где
![]() - скорость скольжения. Большие значения
- скорость скольжения. Большие значения
![]() обеспечивают больший путь скольжения
и применяются чаще.
обеспечивают больший путь скольжения
и применяются чаще.