

Конструкция прошивок
 Прошивки
отличаются от протяжек тем, что не имеют
хвостовика и шейки. Впереди передней
направляющей делают гладкую коническую
шейку длиной 20мм и с углом конуса 5°.
Предельная длина прошивки определяется
максимальной величиной хода ползуна
пресса но не должна превышать 15 кратного
поперечного размера (диаметра). Простота
и быстрота прошивания, не высокая
стоимость пресса является преимуществом
процесса прошивания, но применяться
этот способ может при обработке деталей
с малыми припусками, так как длина
прошивки, а следовательно и число зубьев
ограничены. Прошивки, как и протяжки
могут работать по различным схемам
резания. Зубья могут быть: кольцевыми,
винтовыми. Расчет и конструирование
прошивок, производят аналогично протяжке,
только с определением усилий не на
растяжение, а на сжатие.
Прошивки
отличаются от протяжек тем, что не имеют
хвостовика и шейки. Впереди передней
направляющей делают гладкую коническую
шейку длиной 20мм и с углом конуса 5°.
Предельная длина прошивки определяется
максимальной величиной хода ползуна
пресса но не должна превышать 15 кратного
поперечного размера (диаметра). Простота
и быстрота прошивания, не высокая
стоимость пресса является преимуществом
процесса прошивания, но применяться
этот способ может при обработке деталей
с малыми припусками, так как длина
прошивки, а следовательно и число зубьев
ограничены. Прошивки, как и протяжки
могут работать по различным схемам
резания. Зубья могут быть: кольцевыми,
винтовыми. Расчет и конструирование
прошивок, производят аналогично протяжке,
только с определением усилий не на
растяжение, а на сжатие.
Качество протяжек
Качество протяжек устанавливается техническими условиями по их применению. Твердость рабочей части должна быть в пределах HRC61 – 65 ед. Хвостовик и передняя направляющая HRC40 – 45 ед.
Протяжки изготавливают по размерам и допускам, указанных в рабочих чертежах. Допуски на отдельные элементы протяжек оговорены техническими условиями по их изготовлению.
Испытания протяжек производят не меньше чем на трех образцах, имеющих размеры, подобные размерам детали для которой рассчитана протяжка. Протянутые резцы контролируют причем точность размеров и шероховатость поверхности должны удовлетворять требованиям чертежа. Испытанием подвергаются 1 или комплект протяжек из 10 штук. Если испытание одной протяжки или комплекта не удовлетворяют условиям, то испытывают каждую из всей партии протяжек.
ЛЕКЦИЯ №21
ФРЕЗЫ, ЗНАЧЕНИЕ, ОБЛАСТЬ ПРИМЕНЕНИЯ, ТИПЫ
Фрезы являются одним из самых распространенных инструментов в машиностроении. Из общего парка станков 18% составляют фрезерные станки. В ряде производств доля фрезерных станков составляет до 50 – 60%. Ни один инструмент не обладает таким разнообразием типов использования как фрезы. Их огромное преимущество заключается в том, что фрезы позволяют производить фасонную обработку деталей причем для этого не требуется ни сложных приспособлений, ни высокой квалификации рабочих. Фрезы – единственный инструмент допускающий сложную фасонную обработку. Фрезерование по своим техническим факторам, то есть по экономичности, производительности, сложности и др. часто является более выгодной операцией по сравнению со строганием, точением и так далее. Фрезы оказывают революцию на конструировании станков. Помимо универсальных фрезерных станков широко применяются станки резьбонарезные, зубонарезные – узкая специализация. Все типы фрез в зависимости от условий классифицируют следующим образом:
-
По назначению:
а) фрезы общего назначения
б) фрезы затылованные
-
По форме задней поверхности зубьев:
а) фрезы с острозаточенными зубьями
б) фрезу затылованные
-
По форме зубьев:
а) с прямыми зубьями
б) с винтовыми зубьями
-
По способу крепления:
а) фрезы насадные
б)фрезу концевые (с цилиндрическим или коническим хвостовиком)
-
По конструкции инструмента:
а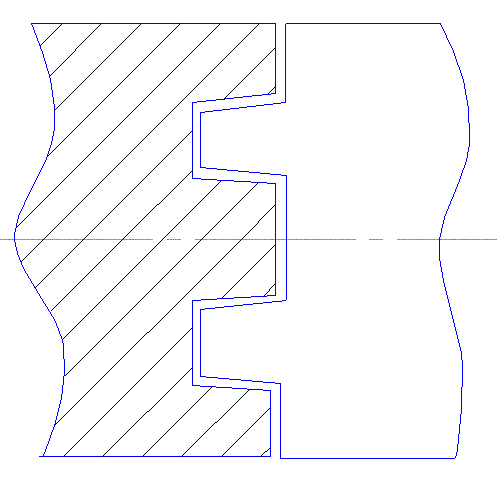 )
цельные
)
цельные
б) составные
в) сборные со вставными зубьями, корпус у которой изготавливают из легированных сталей, а зубья из быстрорежущей стали или легированных сталей.
Фрезы применяются для обработки плоских и фасонных поверхностей.