

Конструктивные элементы дисковых шеверов
Дисковые шеверы проектируются как и зуборезные долбяки, либо для нарезания одного конкретного колеса, либо для обработки колес с любым числом зубьев (шеверы общего назначения).
Размеры шеверов
общего назначения для обработки
цилиндрических колес с
![]() регламентированы ГОСТом. Они предназначены
для получения колес 6, 7, 8 степени точности
с m=1…8
мм.
регламентированы ГОСТом. Они предназначены
для получения колес 6, 7, 8 степени точности
с m=1…8
мм.
Дисковый шевер по конструкции представляет собой косозубое колесо. Из теории зубчатых зацеплений известно, что для правильного зацепления инструмента с заготовкой они должны правильно зацепляться с одной и той же пространственной рейкой. Поэтому должны быть одинаковыми шаги зубьев в плоскости, перпендикулярной плоскости зубьев.
Исходными данными
являются размеры обрабатываемого
колеса: модуль, шаг зубьев, угол профиля,
угол наклона зубьев, высота головки и
ножки зуба, толщина зуба по делительной
окружности, величина фланкирования,
число зубьев сопряженной пары колес (![]() и
и
![]() ),
параметры зубошевинговального станка:
),
параметры зубошевинговального станка:
![]() ;
;
![]() ;
;
![]() .
.
Угол скрещивания
– сумма или разность углов наклона
винтовых колес на делительных цилиндрах.
![]() ,
где
,
где
![]() - угол наклона зубьев шевера,
- угол наклона зубьев шевера,
![]() - угол наклона зубьев обрабатываемого
колеса на начальном цилиндре.
- угол наклона зубьев обрабатываемого
колеса на начальном цилиндре.
(+) - при одинаковом направлении зубьев, (-) – при различном.
Для стандартных
шеверов установлены два угла наклона
зубьев:
![]() ;
;
![]() .
.
Угол профиля, шаг, модуль и толщина зуба по дуге делительной окружности определяются в торцовом сечении.
![]() ,
,
где
![]() - торцовый модуль инструмента;
- торцовый модуль инструмента;
m – модуль в нормальном сечении.
![]() - делительный
диаметр.
- делительный
диаметр.
Величина делительного диаметра выбирается из следующих условий:
- из определенного числа зубьев шевера;
- из наибольшего допускаемого по конструкции станка наружного диаметра шевера;
- из возможности обработки колес минимального диаметра в зависимости от межцентрового расстояния станка.
Номинальные делительные диаметры, применяемые в настоящее время:
85 мм для m=1…1,5 мм, b =16 мм;
180 мм для m=1,25…6 мм, b=20 мм;
240 мм для m=2…8 мм, b=25 мм, где b – ширина зубьев.
Число зубьев шевера
![]() не должно иметь общих сомножителей, а
тем более не должно быть кратным числу
зубьев обрабатываемого колеса. Поэтому
число зубьев обычно принимается из ряда
простых чисел:
не должно иметь общих сомножителей, а
тем более не должно быть кратным числу
зубьев обрабатываемого колеса. Поэтому
число зубьев обычно принимается из ряда
простых чисел:
для m=2
![]() ;
;
для m=3
![]() ;
;
для m=4
![]() .
.
При мелких модулях число зубьев может быть образовано двумя или тремя сомножителями.
m=0,5
![]() .
.
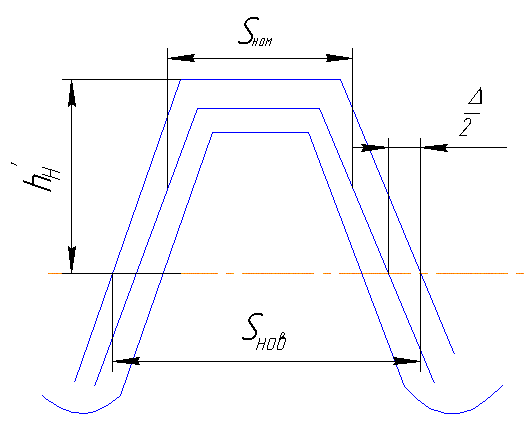
Толщина зубьев
шевера по дуге делительной окружности
![]() ,
где
,
где
![]() - толщина зуба обрабатываемого колеса.
- толщина зуба обрабатываемого колеса.
![]() - утонение.
- утонение.
С целью повышения сроков службы шевера толщину зубьев увеличивают.
 Зуб
шевера представляет собой зуб
коррегированного колеса.
Зуб
шевера представляет собой зуб
коррегированного колеса.
Режущие кромки на боковых поверхностях зубьев образуются канавки. Они получаются долблением специальными гребенками. Для выхода гребенок сверлится специальное отверстие.
Канавки выполняются различными вариантами:

1 И 2 варианты существенных преимуществ друг перед другом не имеют. 3 вариант является новым, еще мало изучен. Повышается стойкость гребенок для долбления канавок.
В зависимости от
типа канавок, на зубьях образуются
передние углы различной величины. В 1
варианте изменение вращения изменяет
величину переднего угла; во 2 варианте
передний угол остается равным нулю.
Ширина и глубина канавок должны быть
достаточны для размещения стружки. Для
стандартных шеверов
![]() мм,
мм,
![]() мм,
мм,
![]() .
.
Задние углы специально не предусматриваются. Они получаются кинематически в процессе зацепления инструмента с заготовкой.