

Вихревой метод нарезания резьбы
Метод вихревого или скоростного нарезания резьбы, вращающимся резцом осуществляется с помощью быстроходной головки, установленной на суппорте токарно-винторезного станка. При этом происходит процесс прерывистого резания с большой скоростью. Такое нарезание резьбы может быть осуществлено 2-я способами:
-
способ внутреннего касания, когда нарезаемая деталь находится внутри траектории резца, это достигается смещением оси резца, по отношению к оси детали.
-
способ внешнего касания, когда деталь находится вне траектории резца.
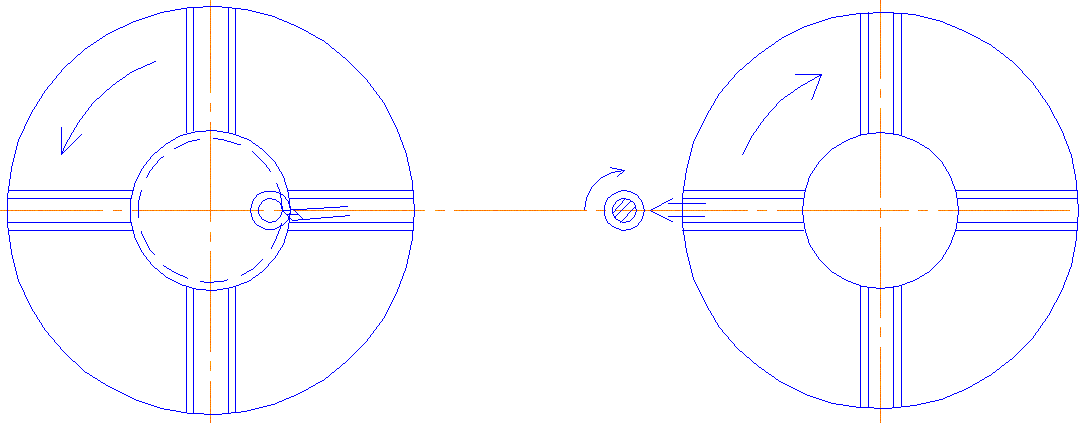
Первый способ лучше. Эффективность этого метода в 2.5 – 3 раза выше по сравнению с обычным резьбонарезанием. Для скоростного резьбонарезания могут быть могут быть использованы любые токарные станки имеющих возможность вращения со скоростью V=100…450 об/мин. Заготовка вращается со скоростью 6…40 об/мин (это движение подач) головка имеет и поступательные перемещения равные шагу нарезаемой резьбы за время одного оборота заготовки. Направление вращения головки обычно противоположное, но могут и совпадать. Нарезание резьбы происходит за 1 проход. Ударные нагрузки не особенно осуществляются. Число резцов у таких головок принимается от 2 до 12. При нарезании однозаходных резьб, все резцы устанавливаются в одной плоскости. При нарезании многозаходных резьб в нескольких плоскостях в зависимости от числа заходов. Скоростное нарезание резьбы обеспечивает высокую точность. С помощью вихревого нарезания хвостовика и длинные резьбы. Шероховатость поверхности близка к шлифованной.
Резьбовые фрезы
Резьбовые фрезы встречаются двух типов:
-
дисковые
-
цилиндрические или гребенчатые
Форма зубьев как у дисковых так и у гребенчатых соответствует профилю нарезаемой резьбы. Дисковые фрезы применяют для нарезания крупных фрез (наружных) гребенчатые фрезы применяют для использования мелких фрез как наружных так и внутренних гребенчатых. Фрезы могут быть хвостовые или насадные. Хвостовую фрезу применяют для нарезания внутренней резьбы.
Наружные диаметры гребенчатых фрез зависят от высоты профиля резьбы от диаметра окружности и метода крепления. Применяют диаметры 45 – 70мм, диаметры отверстия 16 – 32мм.
Гребенчатые фрезы изготавливаю длиной не более 100мм. с увеличением длины усложняется его термическая обработка. Для каждого конкретного случая длина фрезы больше на 2 – 3 витка чем длина наружней резьбы. В качестве нормализации приняты длины 15 – 90 мм через каждые 5 мм. число зубьев выбирается таким путем, что бы в зацеплении с заготовкой находилось не менее двух зубьев с целью обеспечения равномерного фрезерования:
![]() ,
D
– наружный диаметр резьбы.
,
D
– наружный диаметр резьбы.
Для обеспечения выхода резца из затылования угол впадины делается значительно больше, чем обычных фрез в пределах 45°.
Наружный диаметр дисковых фрез принимается в зависимости от размеров нарезанной резьбы и конструкции резьбофрезерного станка. Обычно оси бывают с симметричным профилем или нет. При симметричном профиле: для уменьшения диаметра фрез, ее устанавливают под углом и профиль не симметричен, это уменьшает их диаметр. Стандартно дисковые фрезы изготавливают: диаметров 60 – 180 мм с диаметром отверстия 20 – 60мм и толщиной 10 – 40мм
Дисковые фрезы затылуются. Число зубьев выбирается из условия равномерности фрезерования. Что бы в процессе работы в зацеплении находились не меньше 2-х зубьев.
ИНСТРУМЕНТЫ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ
Накатывание резьб по сравнению с другими методами обеспечивает более высокую производительность резьбообразования. Достоинства во многих случаях точность нарезанной резьбы и высокое качество обработанной поверхности. Накатывание резьбы осуществляется на резьбонакаточных станках, которые по виду применяют токарный инструмент изготовленный следующих типов:
-
с плоскими резьбовыми плашками
-
с круглыми резьбовыми
-
с круглым резьбовым роликом и дуговой пластиной
ЛЕКЦИЯ №26
З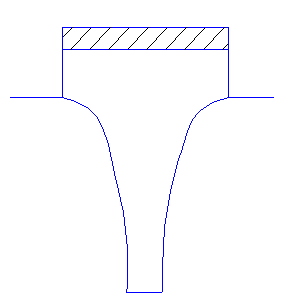 убонарезные
инструменты для нарезания цилиндрических
зубчатых колес делятся на следующие
типы:
убонарезные
инструменты для нарезания цилиндрических
зубчатых колес делятся на следующие
типы:
-
инструменты работающие методом копирования, при котором профиль зуборезного инструмента, либо проекция – этого профиля представляет собой копию профиля впадины между зубьями нарезаемого колеса, тое есть в процессе зубонарезания профиля инструмента совпадает всеми своими точками с профилем впадины. Всегда применяют дисковую или кольцевую зубонарезную фрезу при нарезании прямозубых колес. К ним относятся: дисковые зубонарезные фрезы, кольцевые забонарезные фрезы.
-
инструмент работающий методом центрального огибания, при котором центроиды инструмента и нарезаемого колеса, катятся друг по другу без скольжения. Профиль нарезаемых колес получается, как различия положений режущих кромок инструмента. Сюда относятся червячные фрезы, гребешки, зубонарезные долбяки, и так далее.

-
Инструменты работающие методом бесцентроидного огибания, при котором профиль зубьев нарезаемых колес так же получается, как огибающая различных положений режущих кромок инструмента, но в процессе нарезания, центроида на инструменте и на нарезаемом колесе отсутствует.
О тносят:
дисковые зуборезные фрезы, пальцевые
зуборезные фрезы, при нарезании косозубых
колес.
тносят:
дисковые зуборезные фрезы, пальцевые
зуборезные фрезы, при нарезании косозубых
колес.
В соответствии с указанными методами работы в современном машиностроении применяются следующие зуборезные инструменты:
-
инструменты для нарезания цилиндрических зубчатых колес (прямозубых и косозубых) методом копирования бесцентроидного огибания. К ним относятся: Пальцевые зуборезные фрезы, дисковые зуборезные фрезы, протяжки для косозубых и прямозубых колес, зубодолбежные головки.
-
инструмент для обработки прямозубых и косозубых колес методом центроидного огибания и обката:
а) прямозубые зуборезные гребешки
б) червячные зуборезные фрезы
в) зуборезные долбяки
г) шеверы
3. инструменты для нарезания шевронных цилиндрических колес методом
б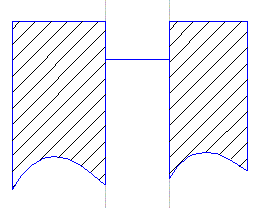 есцентроидного
и центроидного огибания: для колес с
продольной канавкой на ободе: относятся
дисковые зуборезные фрезы, червячные
зуборезные фрезы, шеверы.
есцентроидного
и центроидного огибания: для колес с
продольной канавкой на ободе: относятся
дисковые зуборезные фрезы, червячные
зуборезные фрезы, шеверы.
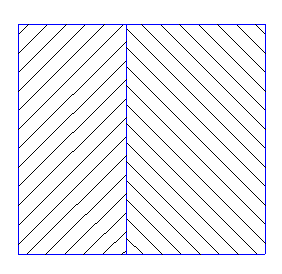 Для
колес с непрерывным шевроном, то есть
без канавки: относятся пальцевые
зуборезные фрезы, 2 парные косозубые
зуборезные гребешки, 3 парные косозубые
долбяки для шевронных колес.
Для
колес с непрерывным шевроном, то есть
без канавки: относятся пальцевые
зуборезные фрезы, 2 парные косозубые
зуборезные гребешки, 3 парные косозубые
долбяки для шевронных колес.
Из приведенных классов используют малопроизводительные, ленточные инструменты: пальцевые и дисковые зуборезные инструменты, а так же производительные и высокоточные: такие как протяжки и зубодолбежные головки.
Эти инструменты имеют следующие применение:
-
Образование нарезаемого профиля осуществляется одним рядом кромки, тогда как метод огибания требует большое количество огибающих резцов:
-
Возможность нарезания всех зубьев одновременно.
-
Получение более чистой обработанной поверхности нежели при методе огибания.
-
Высокая производительность обработки. Изготовление протяжек и зубодолбежных головок обходится дорого, поэтому их применяют в условиях точного и крупно-серийного и массового производства.
-
Метод огибания (обката) отличается большой универсальностью, так как они позволяют нарезать одним инструментом колеса с различными числами зубьев.