

Глава 13. Процессы бетонных и железобетонных работ
13.1. Состав бетонных и железобетонных работ
Большинство сооружений систем водоснабжения и водоотведения возводится из бетонных и железобетонных конструкций. В зависимости от способа производства работ различают конструкции монолитные, сборные и сборно-монолитные с ненапрягаемой и напрягаемой арматурой.
В состав бетонных и железобетонных работ входят заготовительные, транспортные и монтажно-укладочные процессы. Заготовительные процессы включают в себя изготовление опалубки, арматуры, или их блоков, подача и распределение смеси, ее укладка и уплотнение, выдерживание бетона и уход за ним, распалубливание и отделка конструкций. Блок-схема комплексного процесса производства бетонных работ представлена на рис. 13.1.
13.2. Опалубочные и арматурные работы
Опалубка предназначена для придания возводимым конструкциям проектной формы, заданных размеров и положения в пространстве. В опалубку укладывают бетонную смесь и выдерживают ее в ней До достижения распалубочной прочности. По материалам формирующей поверхности различают опалубку деревянную, металлическую, железобетонную, армоцементную, из синтетических материалов
405
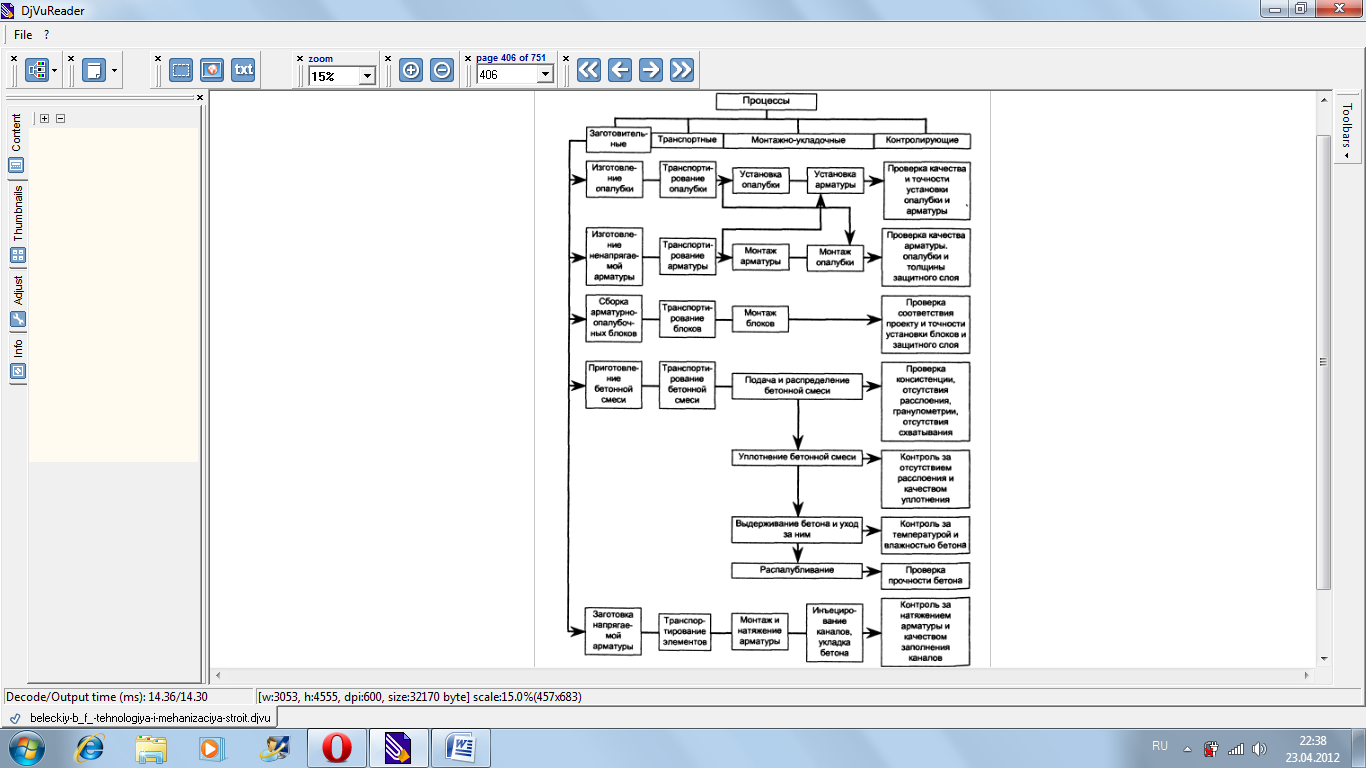
Рис. 13.1. Блок-схема комплексного процесса производства бетонных работ
406
(пластмассовая опалубка) и прорезиненных тканей. По условиям применения опалубку подразделяют на инвентарную, т.е. многократно используемую, и стационарную, используемую только для одного сооружения.
По конструкции и назначению инвентарная опалубка может быть разборно-переставной, переставной, скользящей, катучей и несъемной. Опалубку всех типов изготовляют из различных материалов и их комбинаций.
Разборно-переставная опалубка бывает мелко- и крупнощитовая, а также объемная (блочная). Мелкощитовая опалубка состоит из отдельных щитов небольшого размера (до 1 м2) и массы (до 50 кг), а также несущих и поддерживающих элементов, крепежных и соединительных узлов.
Крупнощитовая опалубка состоит из крупноразмерных щитов (массой более 50 кг), элементов их соединений и крепления. Щиты этой опалубки воспринимают все технологические нагрузки без применения дополнительных несущих и поддерживающих конструкций. Они включают в себя палубу, элементы жесткости и несущие детали, оборудованы подмостями для бетонирования.
Объемно-переставная опалубка состоит из секций, образующих в рабочем положении опалубку П-образной формы для бетонирования стен и перекрытий. Объемно-переставная опалубка используется для бетонирования коллекторов и тоннелей. Блочная опалубка может состоять как из отдельных щитов, так и из специально изготовленных блоков. Она включает в себя опалубку для бетонирования ступенчатых фундаментов, ростверков (блок-формы). Применяют также крупноразмерные, арматурно-опалубочные блоки. Разновидностью переставной опалубки является пневматическая (надувная) опалубка из прорезиненных и других специальных тканей. Она применяется для бетонирования купольных и сводчатых покрытий. При нагнетании воздуха оболочка опалубки приобретает заданную форму, а по достижении бетоном распалубочной прочности воздух из нее выпускают и конструкцию освобождают от опалубки.
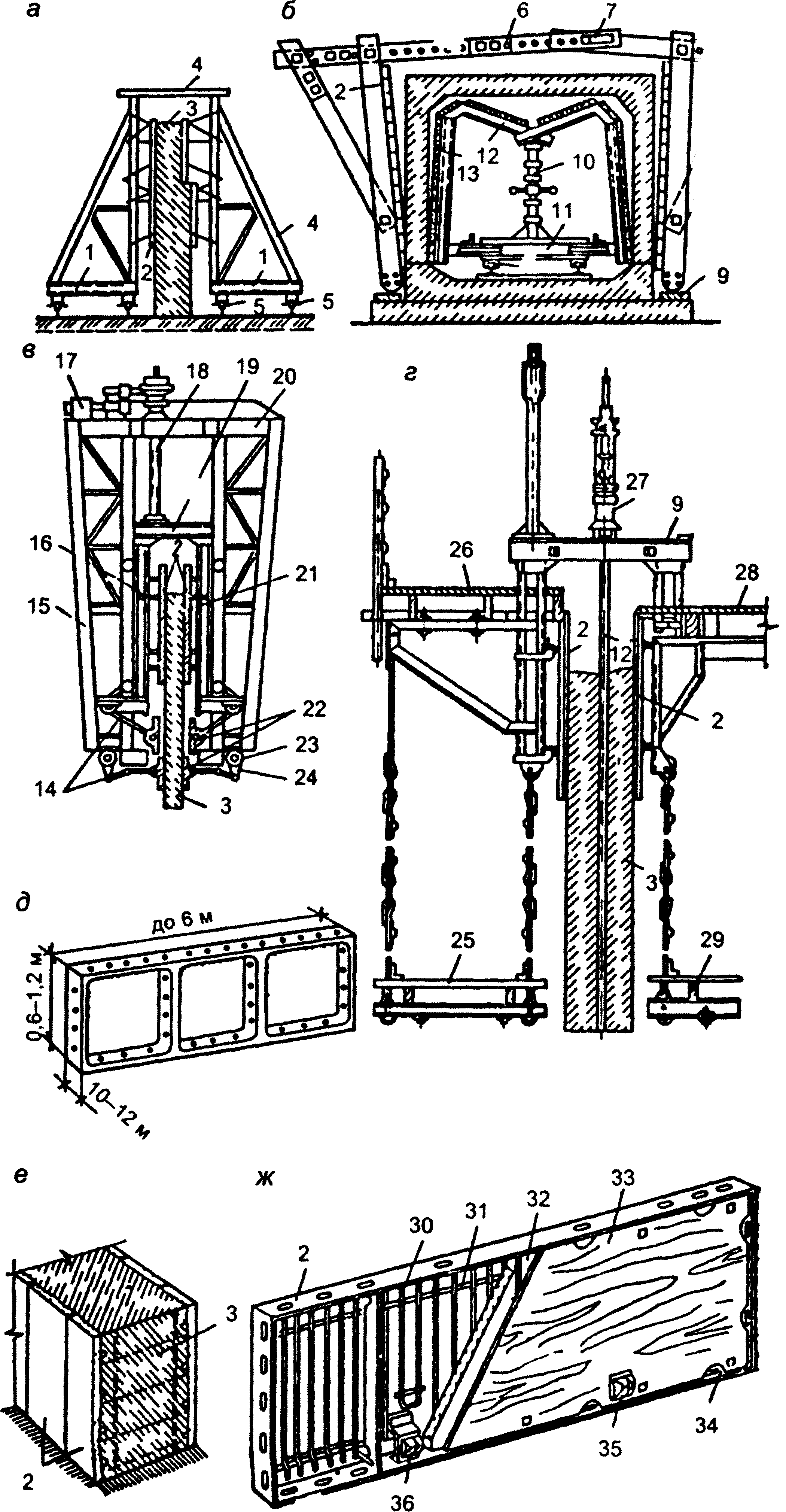
Катучая опалубка применяется для бетонирования стен (рис. 13.2, а) и тоннелей коллекторов (рис. 13.2, б). Рама опалубки установлена на катках для перемещения вдоль бетонируемых конструкций. Внутренняя опалубка для прямоугольных коллекторов и тоннелей может раздвигаться на разные размеры по высоте и ширине. Ее устанавливают
407
408
и распалубливают с помощью винтового домкрата. Разновидностью катучей опалубки является горизонтально-скользящая конструкция, используемая для бетонирования прямо- и криволинейных стен сооружений (см. далее рис. 24.23).
Вертикально-скользящая опалубка (см. рис. 13.2, г) состоит из щитов, закрепленных на домкратных рамах, рабочего пола, домкратов и приводных станций. Вся система опирается на домкратные стержни, заделанные в бетон через 1,5-2 м по периметру стен, и поднимается по мере их возведения домкратами. Применяют такую опалубку для возведения стен высотных сооружений типа водонапорных башен, градирен высотой 40-50 м и более. Преимуществами такой опалубки являются: значительная оборачиваемость (до 50 раз и более), высокое качество и прочность бетонируемых конструкций вследствие непрерывной укладки смеси. Одним из ее недостатков является необходимость использования домкратных стержней. Более эффективной является новая конструкция бесстержневой подъемно-скользящей опалубки (см. рис. 13.2, в), подъемный механизм которой опирается на затвердевший бетон нижерасположенной возведенной стены. Подъем опалубки обеспечивается двухсекционным подъемным механизмом шагающего действия.
Несъемная опалубка устраивается из ребристых (рис. 13.2, д) или гладких железобетонных плит (рис. 13.2, е)\ применяют также армо-и стеклоцементные плиты, пластмассовые и асбестоцементные листы, реже металл. Она выполняет одновременно две фунюши: опалубки при бетонировании и защитной облицовки. Плиты имеют размеры 1 х 4 м и толщину 50-60 мм. Для лучшего сцепления с бетоном их делают с шероховатой поверхностью или снабжают анкерующими петлями-выпусками. Ребристые опалубочные плиты изготавливают
Рис. 13.2. Виды катучей горизонтально и вертикально скользяшей опалубки (а, б, в, г), несъемной (д, е) и греющей опалубки (лс):
1 — тележки; 2 — щиты опалубки; 3 — бетонируемая конструкция; 4 — каркас; 5 — катки; 6 — поперечина; 7 — отверстия для болтов; 8 — рама наружной опалубки; 9 — опорная доска; 10 — стойка с домкратом; 11 — рама; 12, 13 — верхние и боковые щиты; 14 — рычаги; 15 — опорная наружная рама; 16 — подъемная внутренняя рама; 17— привод винтового подъема; 18-*. винт; 19, 20 — ригели подъемной опорной рамы; 21 — кружала; 22 — опорные пластины; 23 —- короба; 24 — напорные рукава; 25 — подвесные леса; 26 — козырек; 27— гидравлический домкрат; 28 — настил рабочей площадки; 29 — внутренние подвесные подмости; 30 — греющий кабель; 31 — крепление кабеля; 32—утеплитель; 33 — защитный кожух; 34 — вырез для крепления щитов; 35 — вилоЧНый разъем щитов
409
шириной 0,6 м или 1,2 м и длиной до 6 м. Применяют несъемную опалубку-облицовку при бетонировании массивных фундаментов, стен толщиной более 0,5 м, опускных колодцев и т.п.
Греющая опалубка (рис. 13.2, ж) включает в себя греющие элементы, из которых наиболее удобны в применении электрические нагреватели. Для увеличения долговечности, т.е. оборачиваемости инвентарной опалубки и повышения качества поверхности бетонируемых конструкций применяют меры по уменьшению сил сцепления опалубки с бетоном. С этой целью используют различные гидрофобизи-рующие, т.е. водоотталкивающие смазки, эмульсии, а также различные покрытия, особенно из полимеров (пластмассовая опалубка).
Качество опалубки должно удовлетворять требованиям ГОСТа и СНиПа. Конструкции опалубки, поддерживающих лесов, а также стоек и крепежных деталей должны обеспечивать прочность, жесткость и устойчивость при укладке бетона, легкость установки и разборки.
Монтаж арматуры. Для армирования железобетонных конструкций применяют стержневую, проволочную арматуру и арматурные изделия. Конструкции армируют как отдельными стержнями, так и укрупненными арматурными изделиями - сетками и пространственными каркасами. По назначению арматура подразделяется на рабочую (расчетную), распределительную (конструктивную), монтажную и хомуты.
Применение арматурно-опалубочных блоков позволяет значительно ускорить арматурно-опалубочные работы. Их изготавливают из готовых пространственных самонесущих арматурных каркасов и оснащают опалубкой и подмостями.
До установки каркасов и арматурно-опалубочных блоков в проектное положение выправляют и выверяют арматурные выпуски ранее забетонированной конструкции и наводят разбивочные оси. Арматурные каркасы монтируют самоходными кранами с применением специальных траверс (рис. 13.3, а). Каркасы фундаментов и подколенников большой массы при высоте их более 2 м устанавливают краном с использованием самобалансирующихся стропов (рис. 13.3, 6)-Монтаж арматурно-опалубочных блоков также осуществляют краном (рис. 13.3, в) и установку его начинают с разметки осевых линий, после чего к верху каждой стороны блока крепят инвентарные рас-
410

Рис. 13.3. Монтаж арматурных каркасов и арматурно-опалубочных блоков:
1 — каркас; 2 — блок вспомогательного крюка; 3 — полуавтоматический строп; 4 — кран; 5 — расчалка; 6 — щитовая опалубка
чалки и стропят к крюку самобалансирующейся траверсой. Подняв блок, его разворачивают и наводят так, чтобы осевые риски на нем и на основании или фундаменте совпали. Блок опускают, проверяют положение осей и вертикальность установки, после чего закрепляют расчалки.
Сварка арматуры при ее монтаже. Для соединения арматурных стержней, сеток и каркасов применяют различные виды сварки. Электродуговая сварка, основанная на принципе образования электрической Дуги между свариваемыми стержнями и электродом, применяется при
411
изготовлении арматурных каркасов из стержней диаметром 8—80 мм (внахлест и с накладками). Однако этот способ неэкономичен, так как вызывает значительный расход металла на накладки. Ванная и ванношовная сварка являются разновидностью электродуговой. При их использовании стержни с необходимым зазором укладывают в стальную или медную желобчатую форму, а в зазор вставляют гребенку электродов. При прохождении тока между формой и электродами возникает дуга и образуется ванна расплавленного металла, который плавит торцы стержней и сваривает их. Применяют эти виды сварки для соединения стержней больших диаметров непосредственно на месте установки арматуры. Контактная сварка, или сварка сопротивлением, заключается в том, что при прохождении электрического тока металл в месте контакта стержней плавится и сваривает их. Разновидностью ее является контактно-точечная и контактно-стыковая сварки. Первая используется при изготовлении сеток и плоских каркасов (для сварки пересечений стержней), а вторая — для наращивания арматурных стержней из горячекатаной стали. Это самый экономичный способ сварки арматуры, так как не требует дополнительного расхода металла на электроды, накладки и подкладки. Полуавтоматическая сварка под слоем флюса является также весьма экономичной и распространенной на практике, особенно при соединении стержней больших диаметров. Для такой сварки применяют медные или графитовые разъемные формы, а также медные съемные накладки. После из установки в зазор между стержнями засыпают небольшое количество флюса и производят сварку стержней электродной проволокой. Соединения вертикальных и горизонтальных стержней арматуры диаметром 20-40 мм выполняют полуавтоматической сваркой открытой дугой.
Особенности устройства предварительно напряженной арматуры. При устройстве предварительно напряженных железобетонных конструкций применяют два способа натяжения арматуры: на упоры, т.е. до бетонирования конструкции, и на бетон (после его затвердения). Заготовка стержней напрягаемой арматуры заключается в правке, чистке и отрезке стержней заданного размера, в образовании на их концах анкеров или в установке инвентарных зажимов. Сборку арматурных элементов в пакеты с их выравниванием, высадку анкеров или установку зажимов выполняют на постах заготовки арматуры. После установки напрягаемой арматуры краном в формы или стенды и закрепления приступают к ее натяжению механическим, электротермическим или электротермомеханичес-ким способом.
412
Предварительное напряжение арматуры резервуаров, радиальных отстойников и других цилиндрических сооружений чаще всего выполняют двумя способами: 1) навивкой на стену высокопрочной арматурной проволоки периодического профиля диаметром 3-5 мм с помощью навивочной машины; 2) установкой колец из стержневой арматуры (класса A-IV) с последующим натяжением ее электротермическим способом. Навивку напряженной арматуры на стены сооружений осуществляют специальными машинами типа АНМ (рис. 13.4, д), причем сверху вниз непрерывной спиралью. Напряжение ее обеспечивается вследствие разности скоростей движения тележки машин и соответственно навивочного устройства (рис. 13.4, б) v1 и сматывания арматуры v2, когда v2 < vr Скорость навивки для машин АНМ различных марок 60-120 м/мин. Степень натяжения проволоки регулируется специальными коническими барабанами и контролируется динамометром. При многослойной навивке каждый последующий ряд арматуры навивают после приобретения защитным торкретным покрытием предыдущего слоя прочности не менее 5 МПа. Сила натяжения арматуры не должна отличаться от указанной в проекте больше чем на ±10 %. На рис. 13.4, в показан процесс навивки напряженной арматуры машиной АНМ-7, с помощью которой можно навивать высокопрочную арматуру и проволоку диаметром до 5 мм на стены сооружений диаметром от 16 до 70 м и высотой до 12 м. Электротермический способ натяжения арматуры основан на том принципе, что стержни при прохождении по ним электрического тока нагреваются и удлиняются, если их в таком виде закрепить на упорах, то после остывания они получат определенную величину предварительного напряжения. Температура нагрева стержней не должна превышать 400°С. При остывании стержни передают сжимающие напряжения на стены сооружения.