

25.7. Охрана труда при монтаже технологического оборудования
Подавать оборудование под укрупнительную сборку или монтаж следует непосредственно в зону действия кранов. При этом узлы и де-
704
тали надо располагать так, чтобы не было необходимости их перекладывать или перекантовывать. Их необходимо укладывать не на пол, а на специальные стеллажи или подкладки высотой не менее 10 см, чтобы под них можно было завести стропы. Перед подъемом оборудования применяемые грузоподъемные средства и приспособления должны быть проверены и испытаны. Детали и узлы оборудования, монтируемого на высоте, перед подъемом и установкой следует тщательно очистить, а также проверить надежность крепления отдельных деталей во избежание их падения при подъеме. Сборочные операции на высоте разрешается выполнять только с лесов или подмостей, а при невозможности их установки - с применением предохранительных устройств (страховочных сеток, натянутых стальных канатов и т.п.).
Строповку деталей и сборочных единиц оборудования следует производить в местах, указанных в документации завода-изготовителя. Монтируемые агрегаты оборудования или их узлы и детали необходимо подавать к месту установки в положении, максимально близком к проектному. Поднятое оборудование опускают над местом установки на высоту 30-40 см, после чего монтажники направляют его и устанавливают в проектное положение. Запрещается выполнять работы под подвешенным оборудованием, а при необходимости под него следует подводить прочные опоры, рассчитанные на восприятие нагрузки от массы оборудования. Расстроповку оборудования и удаление других временных креплений разрешается только после полной установки его в проектное положение и закрепления всеми средствами, предусмотренными проектом.
Глава 26. Монтаж внутренних санитарно-технических систем
26.1. Организация заготовительного производства
Для индустриализации монтажа внутренних санитарно-техничес-ких систем большое значение имеет заблаговременная заготовка отдельных деталей и их узлов на специализированных заготовительных предприятиях с поставкой их на объекты в полностью готовом виде для установки в проектное положение.
Заготовительному производству, таким образом, принадлежит ведущая роль при выполнении санитарно-технических работ индустриальным
705
методом. Поэтому к его организации предъявляются высокие требования.
Различают заготовительные предприятия следующих видов: заводы монтажных заготовок (ЗМЗ) на промышленном балансе (полном хозрасчете) в составе треста; центральные заготовительные мастерские (ЦЗМ) на строительном балансе монтажного управления или передвижная механизированная колонна (ПМК); участковая заготовительная мастерская (УЗМ) на строительном балансе монтажного управления или хозрасчетного участка. Эти заводы и мастерские оснащены современными высокопроизводительными трубообрабатывающими и металлорежущими станками, автоматическим и полуавтоматическим сварочным оборудованием, различными станками, механизмами и приспособлениями для быстрого и качественного выполнения всех видов требуемых заготовок.
Технология производства на заготовительных предприятиях осу-ществляетсяТ^гГоснове операционногоГТГОточно-операционного, агрегатного или конвейерного методов.
Заготовки водопроводно-канализационных внутренних санитар-но-технических систем чаще выполняются на ЦЗМ. Ведущими цехами в них являются: трубозаготовительный и отделение чугунно-канализационных заготовок. Кроме них в ЦЗМ имеются отделение группировки радиаторов, механический цех, отделение окраски и сушки и котельно-сварочный цех.
Изготовление монтажных узлов из стальных труб диаметром до 50 мм осуществляют в трубозаготовительном цехе ЦЗМ поточным методом. При этом основные операции выполняют в такой последовательности: разметка труб по замерным бланкам или эскизам; отрезка концов; зенковка мест отрезки; нарезка резьбы; сверление отверстий и высечка седловин под сварку; сварка труб; комплектовка арматурой и фитингами; сборка, опрессовка, приемка; маркировка и комплектование заготовок крепежными изделиями. Для выполнения их операций трубозаготовительный цех оборудуют отрезными, нарезными и гибочными станками, разметочным и сборочным верстаками, сварочными аппаратами, стеллажами, конвейерами и др. Трубные заготовки обязательно испытывают на герметичность в специальной ванне сжатым воздухом и водой.
Гнутые трубопроводные детали изготовляют в такой последовательности: трубы размечают, отрезают и гнут. Разметку труб в монтажных условиях производят с помощью измерительного и разметочного инструмента, а на заготовительных предприятиях для этих целей используют разметочно-отрезные устройства в виде разметочного стола, объединенного с трубоотрезным станком.
706
Отрезку стальных труб в монтажных условиях производят вручную ножовкой или ручным труборезом (рис. 26.1, я), а также механизированным способом — труборезом СТД-120 (рис. 26.1, б), позволяющим отрезать трубы диаметром до 32 мм. На заготовительных предприятиях используют трубоотрезные станки (рис. 26.1, в).
Гибку металлических труб осуществляют в холодном или горячем состоянии с помощью ручных и приводных станков различных конструкций. Трубы больших диаметров при изгибе не должны превышать минимально допустимые (2-3,5 наружных диаметра изгибаемой трубы). Во избежание деформаций труб диаметром до 32 мм, при их гибке тщательно подбирают размеры гибочных роликов и оправок; трубы большего диаметра гнут с предварительной набивкой их сухим кварцевым песком. Гибку труб в холодном состоянии осуществляют с помощью ручных станков (рис. 26.1, г) диаметром до 20 мм при радиусе гиба более 50 мм. Используют также комбинированные станки с тройными роликами для гибки труб диаметром 15, 20, 25 мм. В целях снижения ручного труда применяют трубогибочные станки с винтовым (рис. 26.1, д) и гидравлическим (рис. 26.1, е) приводами. Для гибки труб разных диаметров (до 40 мм) их снабжают сменными секторами.
На заготовительных предприятиях процесс гибки труб механизирован и осуществляется на приводных трубогибочных станках (рис. 26.1, ж). Гибку труб в горячем состоянии производят путем нагрева места изгиба и последующего поворота конца трубы вокруг оправки.
Нарезка и накатка резьб. Применяемые при монтаже санитарно-технических систем стальные трубы соединяются между собой на резьбе, сварке, фланцах, а также с помощью накидных гаек. Трубы на резьбе соединяются путем нарезки или накатки наружной резьбы на концах соединяемых труб и навертывания муфты с резьбой. При соединении труб чаще используют трубную цилиндрическую резьбу и реже коническую. При небольших объемах работ резьбы нарезают вручную клуппами или плашками. На тонкостенных трубах резьбу накатывают накатными головками (рис. 26.1, з), так как нарезать резьбу на таких трубах не допускается из-за уменьшения толщины стенки трубы ниже критической. В заводских условиях резьбу нарезают на специальных станках и механизмах (рис. 26.1, и).
Соединение труб. Для неразъемных резьбовых соединений используется короткая резьба, длина которой несколько меньше половины длины муфты, а для разъемных применяют сгоны, которые соединяются с трубами муфтами и уплотняются контргайками. Соединение
707
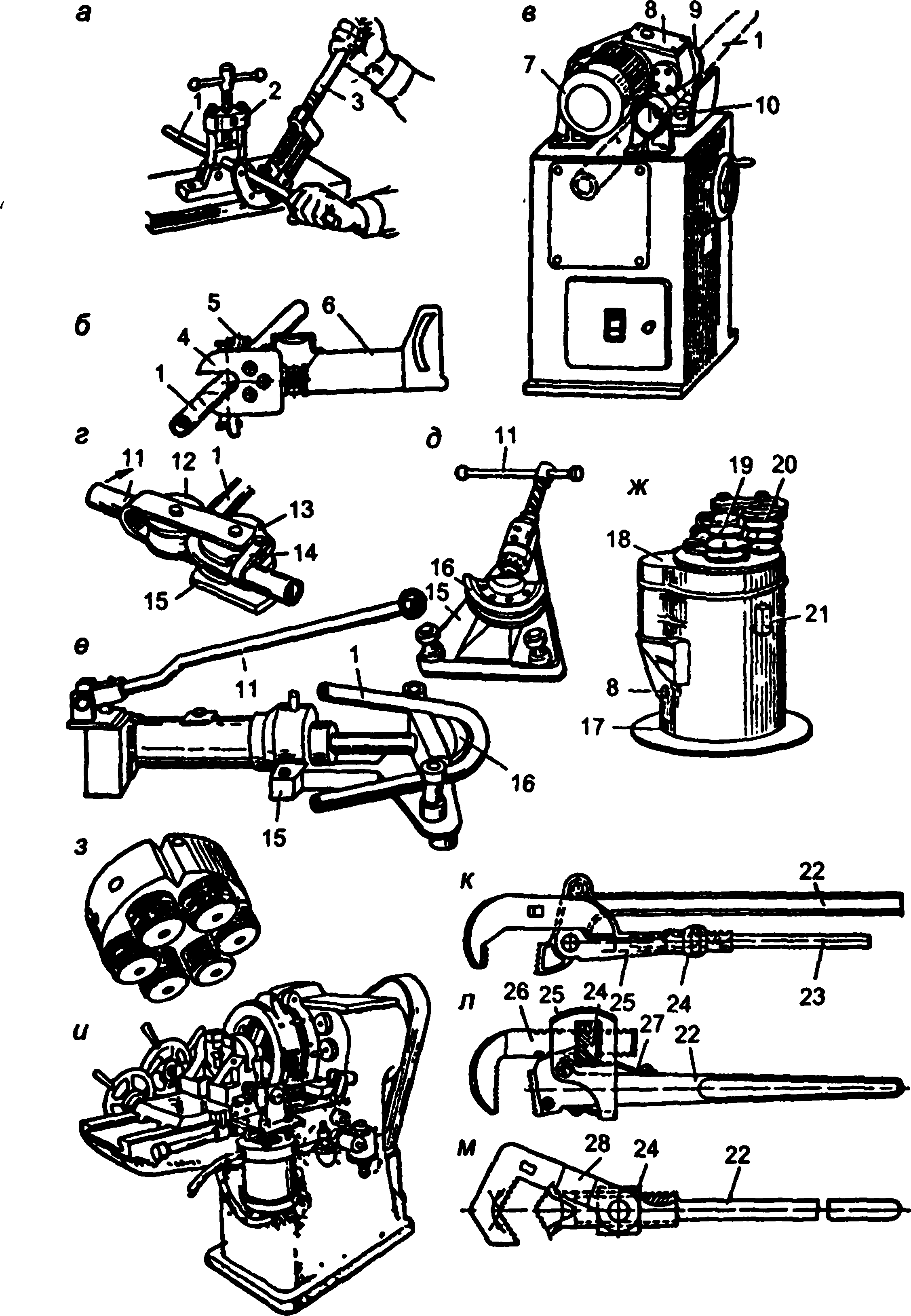
Рис. 26.1. Приспособления, станки и инструменты, применяемые при заготовке сантехсистем из стальных труб:
1 — труба; 2 — прижим; 3 — труборез; 4 — корпус; 5 — гайка для зажима трубы; 6 — электрическая сверлильная машина; 7 — электродвигатель; 8 — редуктор; 9 — режущий диск; 10 — опора; 11 — рукоятка; 12, 13 — ролики; 14 — хомут; 15 — плита; 16 — сектор; 17 — станина; 18 — рабочий механизм; 19 — неподвижные ролик; 20 — то же, подвижные; 21 — пускатель; 22 — неподвижный рычаг; 23 — подвижный рычаг; 24 — гайка; 25 — обойма; 26 — подвижная губка; 27 — пружина; 28 — накидная губка
708
труб на резьбе выполняется чаще вручную простыми и безопасными в работе инструментами, в том числе рычажными раздвижными и накидными трубными ключами (рис. 26.1, к-м). Чтобы предотвратить утечку воды через зазор в резьбе между муфтой и трубой, применяют уплотнительный материал. В резьбовых соединениях труб холодного и горячего водоснабжения используют льняную прядь, пропитанную суриком или белилами, а также уплотнительную ленту ФУМ. Соединительные части навертывают на трубы до конца сбега резьбы. Соединения труб на фланцах выполняют на болтах с установкой между фланцами прокладки из технической резины толщиной 3-4 м. Соединение труб на сварке отличается наименьшей трудоемкостью, и оно наиболее эффективно в условиях заготовительного производства с применением полуавтомата А-547У, А-825 и др.
Изготовление монтажных узлов из чугунных труб. Обычно такие узлы представляют собой канализационный стояк в пределах этажа или горизонтальный участок трубопровода, объединяющий отводные линии от нескольких санитарных приборов. Чугунные трубы соединяют с помощью раструбов и заполнением зазоров твердеющими (цемент, асбестоцементная смесь, расширяющийся цемент, сера и др.) или эластичными (резиновые кольца, манжеты, шнуры, герметики) заполнителями. Боковые ответвления или изменение диаметров труб обеспечивают с помощью чугунных соединительных (фасонных) частей -отводов, колен, крестовин, тройников, переходных патрубков и др.
Раструбные соединения чугунных труб выполняют в такой последовательности: размечают и отрезают трубы, подготавливают концы труб и собирают соединение.
Разметка, перерубка или отрезка чугунных труб. Трубы размечают рисками, по которым их отрезают. Отрезку чаще производят перерубкой, причем при небольшом количестве трубы перерубают вручную зубилом (рис. 26.2, а) или ручным труборезом (рис. 26.2, б). На трубо-заготовительных предприятиях чугунные трубы перерубают механизмом СТД-171 (рис. 26.2, в), обеспечивающим 7-12 перерубов в мин. Трубы можно также отрезать с помощью электрической дисковой пилы, оборудованной соответствующим режущим диском.
Сборка чугунных труб с заделкой раструбов производится с использованием специальных приспособлений А.Н. Васильева (рис. 26.2, г), К.Г. Козлова (рис. 26.2, д), а также стенда-карусели (рис. 26.2, е). Приспособление А. Н. Васильева, снабженное скобой для прижима трубы, позволяет удерживать трубу в вертикальном положении, удобном для заделки раструба. Приспособление К.Г. Козлова более совершенно, так как позволяет укреплять трубу в различных положениях
709

Рис. 26.2. Приспособление для перерубки чугунных труб и заделки их