

3.4.5. Прессование с применением многоплунжерной головки
В настоящее время наибольшее распространение получило прессование под высоким давлением с помощью многоплунжерной головки.
|
Рис. 8. Активная многоплунжерная головка |
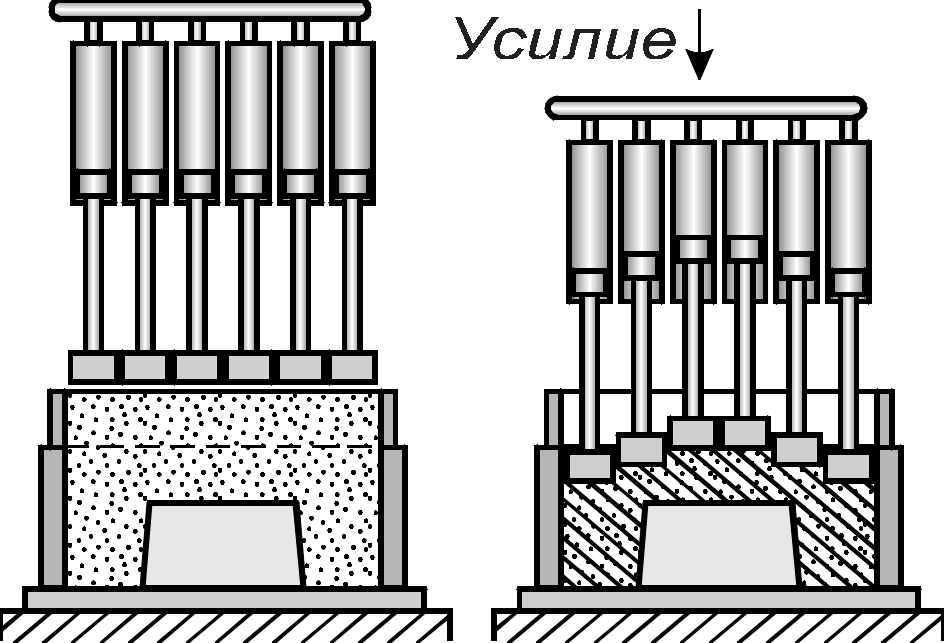
Рис. 9. Пассивная многоплунжерная головка |
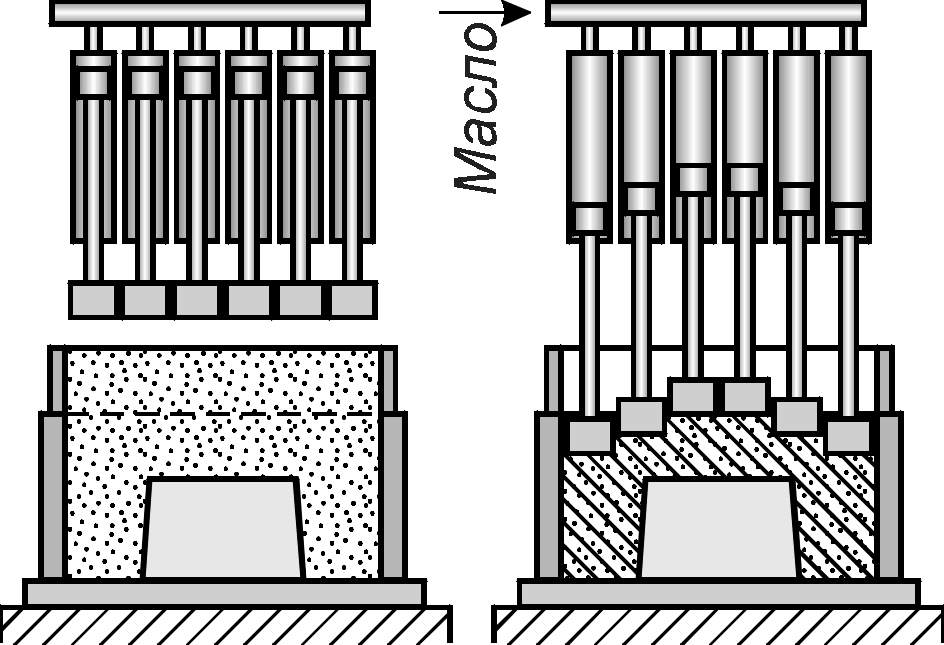
Принцип работы многоплунжерной прессовой головки заключается в следующем (рис. 7). На штоках гидравлических цилиндров (30100 штук), внизу укреплены прессующие башмаки, уплотняющие формовочную смесь в опоке. Между этими башмаками имеются небольшие зазоры. Рабочие пространства всех цилиндров над плунжерами питаются от одной трубы, подводящей масло от гидронасоса. Каждый башмак под давлением масла на плунжер прессует находящийся под ним участок формы с одним и тем же усилием и деформирует его независимо от соседних участков, в меру податливости смеси в данном месте формы.
Очевидно, что система таких башмаков равномерно обжимает и прессует смесь над моделью и вокруг нее, подобно гибкой диафрагме (рис. 7). Разница только в том, что диафрагма дает плавный, непрерывно очерченный контур вокруг модели, а многоплунжерная головка дает дискретный профиль, разделенный на отдельные ступеньки (под каждым башмаком). Прессование многоплунжерной головкой позволяет получать любое высокое давление на единицу площади башмака, т. е. любую степень интенсификации процесса.
Многоплунжерную прессовую головку, приведенную на рис. 7, можно назвать «активной», с впуском масла под давлением в общее для всех цилиндров рабочее пространство над их плунжерами. На практике находит применение также «пассивная» многоплунжерная головка с постоянным и изолированным, запертым краном общим рабочим пространством цилиндров, которое заполнено маслом без давления (рис. 8). Формовочная машина в этом случае имеет отдельный прессовый механизм, при действии которого головка служит пассивным упором с рядом башмаков, самоустанавливающихся выше или ниже, в меру различной податливости прессуемых под ними участков формы и сохранения постоянства объема общего масляного пространства над плунжерами. «Пассивная» многоплунжерная головка может также быть установлена на штоке верхнего прессующего цилиндра.
При действии активной головки сила прессования зависит от давления впускаемого в нее при прессовании масла, а при действии пассивной головки – от усилия поршня прессового механизма.
3.4.6. Прессование блоком мягкой резины
Дальнейшее развитие процесса получения литейных форм прессованием привело к появлению формовочных машин с давлением под прессовой колодкой 1,52,0, и даже 4,05,0 МПа. Но даже при таких давлениях проблема неравномерности плотности смеси остается, особенно при формовке больших по площади и плохообтекаемых моделей.
Как дополнительное средство выравнивания плотности формы, частично используют специальные формовочные смеси с добавками, придающими им повышенную текучесть. Применяют также прессование не плоской, а профильной колодкой, которое дает лучшие результаты, но практически все же недостаточно выравнивает плотность формы над моделью и вокруг нее.
Как попытка найти метод выравнивания плотности формы, был разработан и нашел ограниченное применение процесс прессования литейных форм под высоким давлением жесткой прессовой колодкой, покрытой со стороны прессуемой формы толстым блоком мягкой резины. При прессовании эта упругая колодка деформируется с сохранением своего объема и на менее твердых участках формы (вокруг модели) обжимает форму больше, чем на более твердых, менее податливых участках (над моделью), где она деформирует формовочную смесь на меньшую глубину. Благодаря этому происходит некоторое выравнивание плотности набивки на этих участках. Однако полностью неравномерность уплотнения не устраняется.