

14.4. Установки гомогенизации и охлаждения отработанных смесей 1.12.11.
Установка для гомогенизации и охлаждения (рис. 68) включает следующие узлы. Барабан 3, служащий для увлажнения и усреднения отработанной смеси. Охладительный конвейер 8 с перфорированной металлической лентой и напорной вентиляционной установкой 11, служащей для продувки слоя отработанной смеси, движущейся по конвейеру 8. Конвейеров 2, 6, 12 и контрольно-измерительной и регулирующей аппаратуры.
Установка работает следующим образом. Как только по конвейеру 1 пойдет отработанная смесь, датчик наличия смеси 2 даст команду на открытие водопроводного крана. Вода поступает в гомогенизационный барабан 3, сделанный из коррозионностойкой стали. Барабан консольно установлен на двух роликоподшипниковых опорах под углом 18° к горизонту и приводится во вращение электродвигателем мощностью 25 кВт и n = 0,44 с–1 (25 об/мин).
Падающий во внутреннюю часть барабана поток смеси опрыскивается водой из специального устройства 15. Это обеспечивает равномерное увлажнение отработанной смеси. Перемешанная смесь высыпается через борт барабана. Чтобы влажная смесь не прилипала к стенкам холодного барабана, его стенки и днище нагреваются инфракрасными излучателями 5.
В зависимости от влажности смеси в барабане меняется приводная мощность на его валу. В зависимости от температуры поступающей в барабан смеси, автоматически добавляется необходимое количество воды.
|
Рис. 68. Схема установки для гомогенизации и охлаждения отработанной формовочной смеси |
Пройдя по конвейеру 6, смесь поступает на охладительный пластинчатый конвейер 8, имеющий множество отверстий диаметром 23 мм, расположенных с шагом 40x40 мм. Ворошитель 7 равномерно распределяет смесь по конвейеру. Вентилятор 11 нагнетает воздух в короб, расположенный под конвейером 8. Количество продуваемого воздуха 23000 м3/ч, давление 2,7 кПа. Проходя через отверстия в конвейере, нагнетаемый воздух пронизывает слой горячей и увлажненной отработанной смеси. Смесь «закипает» и охлаждается благодаря интенсивному отбору паров, значительно обеспыливается, а отработанный воздух уходит в циклоны и фильтры. Очищенный воздух и пары влаги выбрасываются после фильтров в атмосферу.
Охлажденная смесь пересыпается с конвейера 8 на конвейер 12 и далее по системе ленточных конвейеров поступает в смесеприготовительное отделение. Температура поступающей в охладитель смеси равна приблизительно 100 C, после охладителя – около 35 C.
14.5. Устройства для регенерации отработанных смесей
Существуют следующие способы регенерации отработанных формовочных смесей: гидравлический, термический и пневматический.
Гидравлическая регенерация заключается в том, что после дробления комьев и магнитной сепарации зерна отмываются от глины и пылевидных частиц. Промытый и очищенный от пыли песок обезвоживается или высушивается в печи для дальнейшего использования. При такой регенерации с зерен песка удаляются глинистые пленки и легко растворимые в воде связующие вещества.
Для отделения глины и пыли прибегают к гидравлической сепарации, в процессе которой тяжелые зерна оседают в потоке воды, а легкие остаются во взвешенном состоянии. Осадок просушивают, просеивают, и он может быть использован взамен свежего песка.
Преимущество способа – полное отсутствие пыли.
Гидравлический способ регенерации и сепарации песка имеет следующие недостатки: 1) расход воды на 1 т промытого песка составляет 1215 м3; 2) необходимо устройство специальных отстойников, занимающих большие площади. После регенерации песок следует сушить, на что дополнительно расходуется топливо (45% от массы песка).
Гидравлический способ регенерации применяют в комплексе с гидравлической или песко-гидравлической выбивкой стержней и очисткой при изготовлении крупных отливок. Для смесей, приготовленных на трудно растворимых в воде смоляных связующих, имеющих высокую прочность после взаимодействия с металлом в форме, этот способ регенерации не пригоден.
При термической регенерации отработанная формовочная смесь прокаливается при 550800 °C в специальных печах с последующим охлаждением и воздушной сепарацией.
При нагреве песка инертные пленки, обволакивающие зерна, сгорают, при этом возвращаются его первоначальные свойства. Для нагрева смеси при термической регенерации используют печи с кипящим слоем. Обычно такие установки не только обжигают песок, но и охлаждают его. Производительность их невысокая (0,50,6 т/ч).
Термический способ регенерации песчано-глинистых смесей экономически малоэффективен, так как требует больших затрат энергии на нагревание смеси, ее охлаждение и обеспыливание. Кроме того, при термической обработке приходит в негодность часть активной глины, которая могла быть использована в смеси как формовочный материал. При регенерации смесей на смоляных связующих этот способ весьма эффективен.
Установки для пневматической регенерации (рис. 69) более просты и компактны. В этих установках воздух используется как движущая сила, а зерна песка, вследствие своих абразивных свойств, соприкасаясь в движении, очищают свою поверхность от неактивной пленки.
|
Рис. 69. Схема пневматического регенератора |
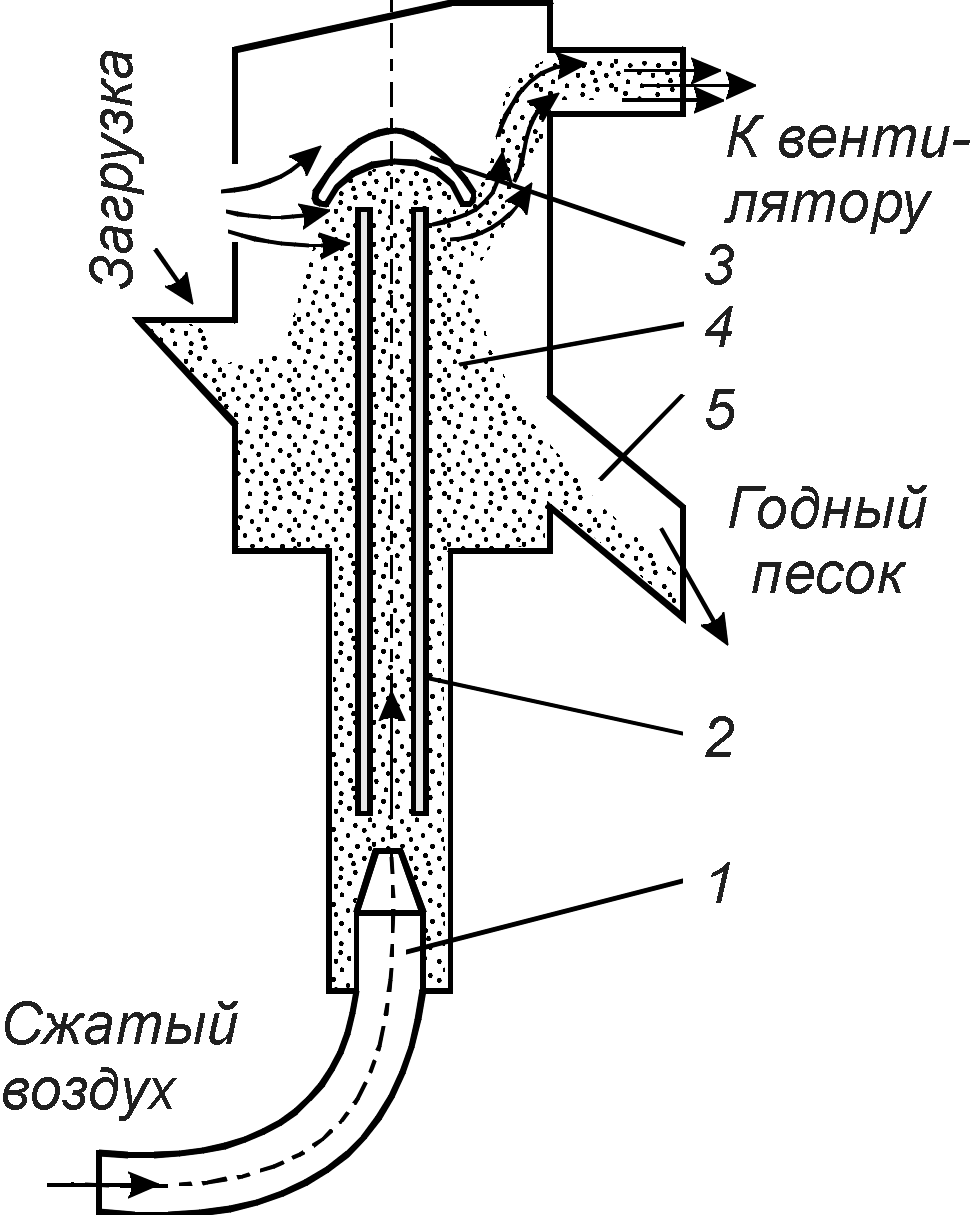
Установка позволяет в широких пределах регулировать производительность и силу удара песчинок о конический экран. В установке имеется классификатор песка каскадного типа и вращающееся сито.
Пневматические регенерационные установки обычно снабжены мощными эффективными вентиляционными установками для очистки от пыли. Благодаря простоте конструкции и надежности в эксплуатации пневматические регенерационные установки находят все большее распространение. Недостаток этого способа регенерации в том, что происходит частичное дробление песка.