

13.2.5. Молотковые дробилки
Молотковые дробилки в литейных цехах применяют для дробления сухой глины, кусков отработанной смеси, боя стержней и т. д.
Молотковые дробилки размельчают материал под действием удара быстровращающихся молотков (бил) 5, укрепленных на роторе 3 с помощью шарниров 4 (рис. 55), а также под действием удара материала о броневые плиты 6. Куски материала, подлежащего дроблению, через загрузочный желоб 1, попадают в рабочее пространство 2 дробилки, где, подвергаясь ударам молотков 5, дробятся и просыпаются вниз через отверстия колосниковой решетки 7. Размеры продукта дробления определяются как шириной щелей в колосниковой решетке, так и величиной радиального зазора между молотками и решеткой, который равен (35 мм).
Окружная скорость молотков v = 2555 м/с, степень измельчения i = 1015. У молотковых однороторных дробилок отношение длины дробилки к ее диаметру составляет 0,50,85.
Достоинства молотковых дробилок: простота и надежность, малая масса, большие производительность и степень измельчения. К недостаткам молотковых дробилок следует отнести быстрый износ молотков и решеток, невозможность дробления вязких и влажных материалов.
|
Рис. 55. Устройство молотковой дробилки |

Производительность (м3/ч) молотковой дробилки определяется по приближенной формуле
|
|
(119) |
где D – наружный диаметр окружности, описываемый свободными концами молотков ротора, м;
L – длина ротора, м.
Мощность электродвигателя (кВт) определяют, исходя из работы деформации дробления кусков по приближенной формуле
|
|
(120) |
где n – частота вращения ротора, с–1.
13.2.6. Шаровые мельницы
Шаровые мельницы получили широкое распространение в литейных цехах для тонкого измельчения сухой глины, угля и других материалов.
Шаровые мельницы могут быть с периодической и непрерывной загрузкой и разгрузкой.
|
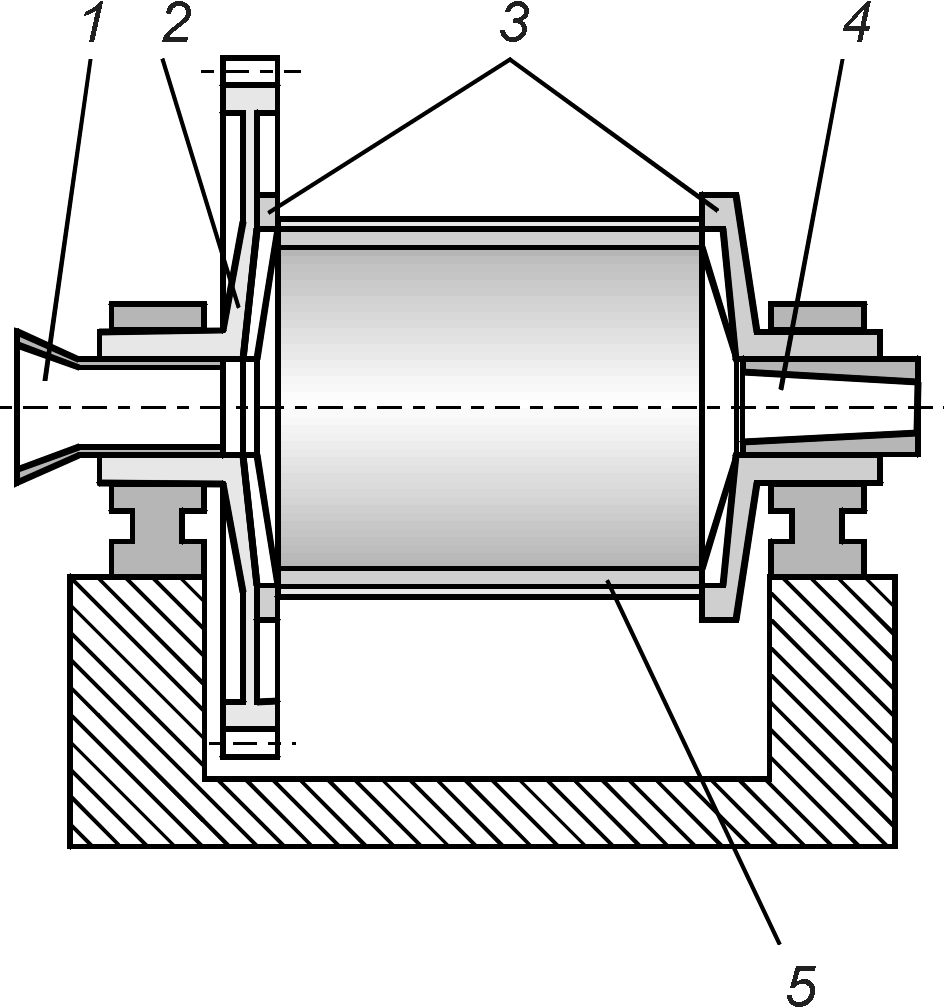
Рис. 56. Устройство шаровой мельницы |
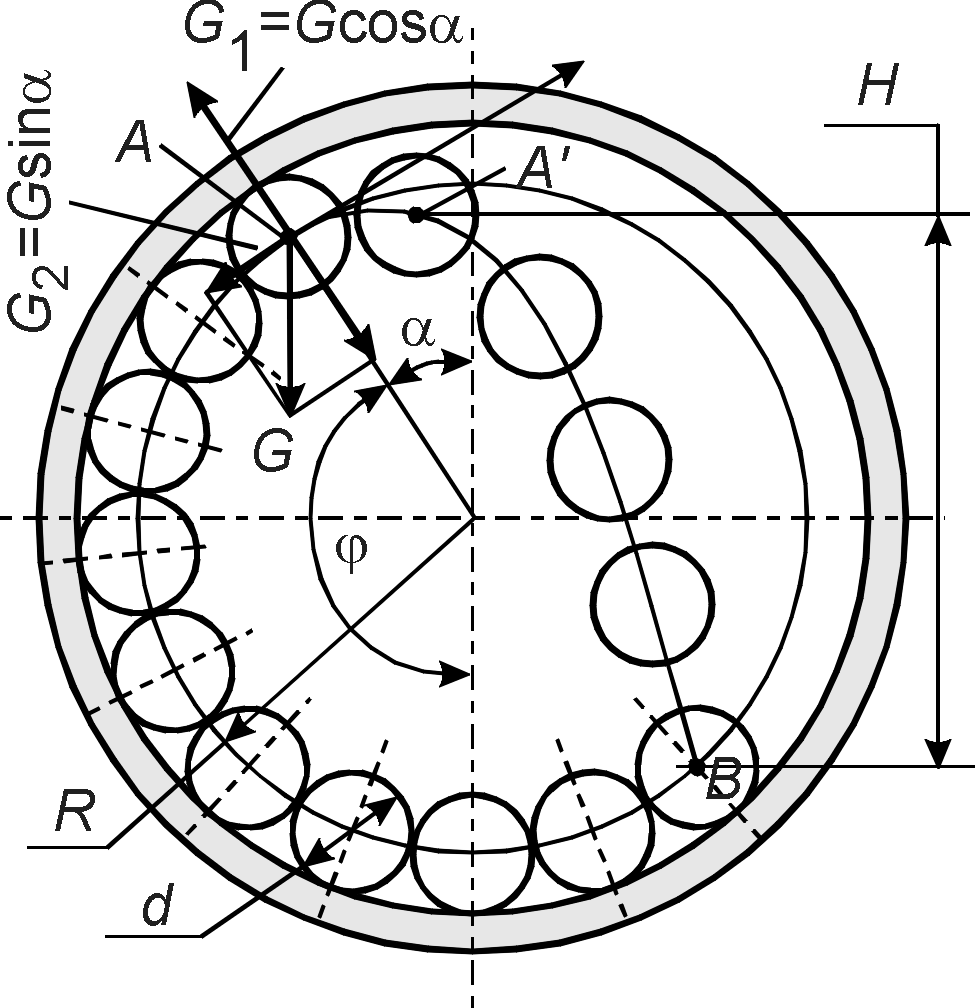
Рис. 57. Схема движения шаров в шаровой мельнице |
Мельницы с периодической загрузкой и разгрузкой наиболее просты по конструкции, но менее производительны и труднее поддаются автоматизации.
Мельницы с непрерывной загрузкой (рис. 56) представляют собой барабан 5 с днищами 3, в которые встроены полые цапфы 1 и 4. Через цапфу 1 материал непрерывно загружается, а через выгрузочную цапфу 4 измельченный материал удаляется самотеком или при помощи воздушного потока, создаваемого вентилятором, в приемное устройство (на рисунке не показано). Привод мельницы осуществляется от электродвигателя через редуктор и открытую зубчатую передачу 2.
При вращении барабана шары поднимаются на определенную высоту. Достигнув этой высоты, шары вместе с материалом падают и под действием удара измельчают его.
Падение шаров в этом случае происходит по некоторой параболической траектории (рис. 57). Такое движение шаров называется водопадным. Это оптимальный режим работы мельницы, так как в этом случае полезная работа максимальна, а износ шаров минимален. Разрушение материала происходит за счет удара шарами.
При малой частоте вращения барабана мельницы шары поднимаются до верхнего слоя, а затем скатываются вниз или скользят по поверхности футеровки. Такое перемещение шаров называется каскадным. При этом полезная работа будет незначительной, так как измельчение материала происходит в результате его истирания шарами.
При большой частоте вращения мельницы шары под действием центробежной силы не смогут оторваться от футеровки барабана, и будут вращаться вместе с ним. В этом случае никакого измельчения материала не происходит. Наименьшую частоту вращения, при которой не происходит свободного падения шаров, называют критической.
Очевидно, оптимальная частота вращения будет тогда, когда часть пути шар движется вдоль стенки барабана, и в тот момент, когда радиально направленная составляющая силы тяжести достигнет величины центробежной силы, шар отрывается от стенки и падает подобно свободно падающему телу (рис. 57). Оптимальная частота вращения (с–1) шаровой мельницы определяется следующей зависимостью:
|
|
(121) |
где D – внутренний диаметр мельницы, м.
В мельницу следует загружать такое количество шаров, чтобы во время ее работы каждый ряд шаров совершал движение по своей траектории, не сталкиваясь с шарами других рядов. Величина загрузки мельницы мелющими телами характеризуется коэффициентом заполнения. Коэффициентом заполнения называется отношение площади загрузки шарами поперечного сечения неподвижной мельницы F1 ко всей площади ее сечения F:
|
|
(122) |
Коэффициент заполнения должен быть в пределах 0,20,35 в зависимости от условий работы мельницы.
Полную загрузку мельницы G (в тоннах) мелющими телами при принятом коэффициенте заполнения 1 подсчитывают по формуле
|
|
(123) |
где R – внутренний радиус офутерованного барабана мельницы, м;
L – длина барабана, м;
– плотность шаров, = 3, 54, 0 т/м3;
– коэффициент разрыхления загружаемого материала,
для практических расчетов принимают = 0,50,6.
С увеличением массы загрузки абсолютная производительность шаровой мельницы увеличивается, но удельная производительность (т/ч на 1 кВт мощности) уменьшается. Перегрузка мельницы шарами вредна, так как она приводит к перерасходу электроэнергии и к ускоренному износу шаров и футеровки. При малой загрузке мельницы шарами производительность ее уменьшается. Оптимальный диаметр шаров определяют по приближенной формуле
|
|
(124) |
где d – наибольший размер кусков измельчаемого материала, мм.
Мощность электродвигателя (в кВт) шаровой мельницы
|
|
(125) |
где m – масса мелющих тел, т;
c – коэффициент, учитывающий размеры и форму мелющих тел и коэффициент заполнения 1;
c = 1015 для шаров диаметром 5080 мм и 1 = 0,20,35;
– коэффициент полезного действия привода, = 0,900,95.
Производительность шаровых мельниц (в т/ч) можно с достаточной точностью подсчитать по эмпирической формуле
|
|
(126) |
где A – опытный коэффициент размолоспособности материала (для углей различных марок A = 1,54,5, для глины A = 0,52,5).