

3.4.4. Прессование гибкой диафрагмой
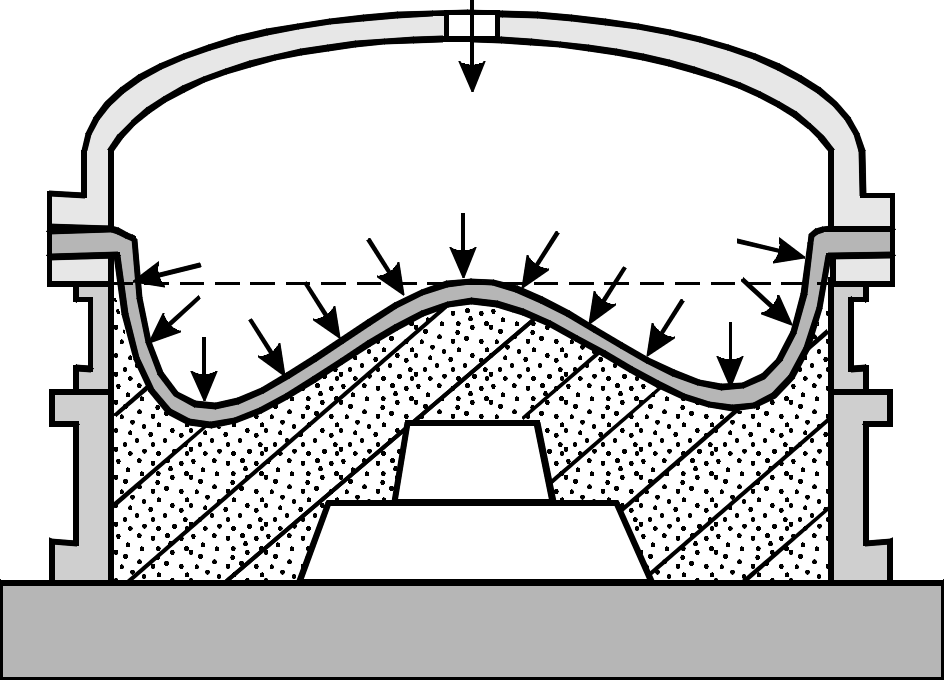
Прессование диафрагмой (рис. 7) явилось началом разработки методов прессования под высоким давлением. Гибкая диафрагма, смонтированная на головке машины, к которой снизу прижимается опока, при впуске сжатого воздуха в головку деформирует формовочную смесь в опоке больше всего в тех местах, где она меньше уплотнена и где участок формы более податлив. В результате уплотнение смеси в форме вокруг модели будет приблизительно таким же, как и над моделью.
Следовательно, прессование диафрагмой устраняет главный технологический недостаток метода уплотнения литейных форм прессованием (переуплотнение смеси над моделью и слабое уплотнение вокруг нее).
Давление диафрагмы на смесь при прессовании будет равно давлению сжатого воздуха в заводской сети 0,50,7 МПа, т. е. будет выше, чем при прессовании плоской плитой с пневматическим приводом. Для диафрагменного прессования применяют обычные формовочные смеси. Стойкость резиновой диафрагмы составляет от 10 до 60 тысяч съемов (формовок). Для обеспечения высокой стойкости диафрагмы ее площадь должна быть значительно больше площади опоки. В нерабочем состоянии, до прессования, диафрагма втягивается в головку подсосом. Для прессования диафрагмой строят специальные формовочные машины.
|
Рис. 7. Прессование гибкой диафрагмой |
Как показывает практика, наибольшее боковое давление на стенки опоки наблюдается в верхних слоях формы, непосредственно под диафрагмой. Это отличие от случая с жесткой прессовой колодкой можно объяснить отсутствием влияния торцового трения смеси вследствие податливости диафрагмы.
Диафрагменное прессование дает практически равномерное уплотнение форм с моделями только при условии достаточно большого расстояния между моделью и стенкой опоки и соседними моделями (не менее 4050 мм).
Давление диафрагмы на формовочную смесь равняется давлению сжатого воздуха в сети, что примерно в два раза выше, чем на обычных машинах с жесткой прессовой колодкой. Формы получаются менее податливыми, поэтому повышается геометрическая точность оливок.
Описанная конструкция диафрагменной головки является активной. Разработан также вариант пассивной диафрагменной головки. Упругая диафрагма натянута в виде плоскости по периметру головки, а полость головки заполнена жидкостью. Такой колодкой прессуют как плоской прессовой колодкой. Но работает она как диафрагменная. Участки формовочной смеси над моделью, вдавливаясь внутрь головки, сжимают жидкость, которая выдавливает диафрагму наружу в местах, где смесь еще сохраняет податливость.